Hable con nuestro ingeniero, obtenga una solución en 20 minutos
Nuestros ingenieros son los expertos en productos de formación de vacío, puede hacerles saber cualquier requisito y demandas específicas, a continuación, se resuelve la solución más pronto y enviarlo de vuelta de forma gratuita.
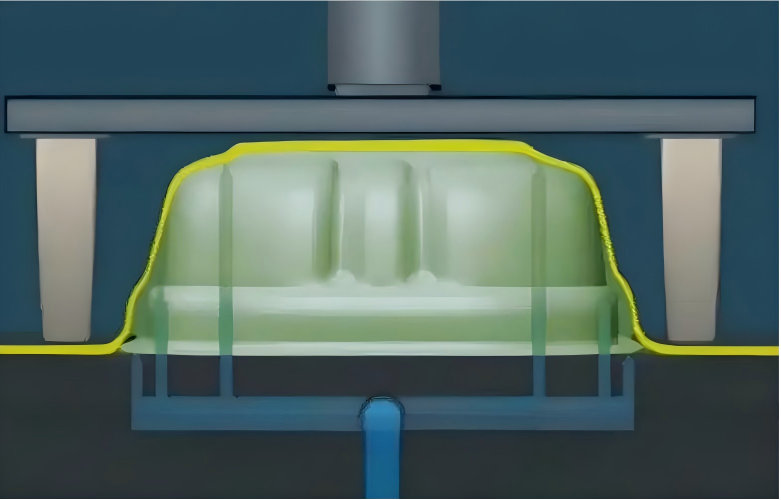
Breve introducción El moldeo por vacío es aparentemente sencillo: calentar una lámina de plástico hasta que esté blanda, colocarla sobre un molde y utilizar el vacío para que la lámina se adapte a la forma. Lo que suena a “calentar y aspirar” en realidad proporciona a los equipos una potente mezcla de velocidad, escala y flexibilidad... si que diseñes en torno al proceso. A continuación te explicaré las ventajas y desventajas reales, cómo decidir si es la herramienta adecuada para tu proyecto y consejos prácticos de ingeniería (incluidos los modos de fallo, la mitigación y los nuevos flujos de trabajo híbridos que muchas guías omiten).
Por qué se utiliza tanto el moldeo por vacío (y cuándo brilla)
El moldeo por vacío es popular porque triunfa en los casos en los que el tiempo de fabricación de la primera pieza, el tamaño de la pieza y el bajo coste inicial del utillaje son importantes:
Velocidad de creación de prototipos - se puede pasar del CAD a una pieza de trabajo en días utilizando madera, aluminio o incluso moldes impresos en 3D. Ese bucle corto cambia la forma de iterar de los equipos.
Perfil de costes que favorece las piezas grandes y poco profundas - A menudo resulta más barato fabricar grandes carcasas y bandejas con chapa conformada que mediante moldeo por inyección, ya que el utillaje para la inyección resulta muy caro a medida que aumenta el tamaño de la pieza.
Flexibilidad del material - Los polímeros más comunes son ABS, HIPS, PETG, PVC, PC y PP; se puede elegir la claridad, el grado de inflamabilidad o la resistencia al impacto según la función del producto.
Cuándo elegir el moldeo por vacío rápido: necesita un prototipo rápido, la pieza es grande/relativamente poco profunda y las tolerancias son moderadas (no ±0,1 mm en características diminutas).
¿Cuáles son las ventajas reales?
Bajo coste inicial de utillaje - Los moldes pueden ser de madera, de aluminio mecanizado para tiradas más largas o de SLA/FDM impresos en 3D para entregas rápidas. De este modo, el capital inicial se mantiene bajo.
Bucles de iteración rápidos - utillaje más barato y rápido = más iteraciones de diseño antes de comprometerse con un costoso utillaje de producción.
Económico para piezas grandes - Pueden formarse paneles y carcasas muy grandes con un coste por pieza muy inferior al del moldeo por inyección para tiradas cortas y medianas.
Oportunidades relativamente verdes - La chatarra de recorte suele ser recuperable y algunas chapas conformadas pueden incluir contenido reciclado; con una cuidadosa anidación y elección del material, pueden reducirse los residuos y la energía por pieza. (Más información a continuación.)
Acabados accesibles - Los moldes texturizados o el lijado/pulido de moldes pueden ofrecer una amplia gama de acabados superficiales sin necesidad de complejos procesos secundarios.
¿Cuáles son las desventajas prácticas?
Limitaciones de detalle y destalonado - El moldeo por vacío tiene dificultades para reproducir muescas profundas o características muy finas y afiladas. Si necesita microtexturas nítidas o ganchos internos complejos, suele ser necesario recurrir al moldeo por presión o inyección.
Variabilidad del espesor de pared - A medida que la chapa se estira sobre el molde, las secciones finas se adelgazan aún más. Los requisitos críticos de delgadez o sección uniforme requieren un diseño especial o un conformado a presión.
Las tolerancias más estrictas son caras - Mantener un control dimensional estricto o de ±0,5 mm en características pequeñas suele ser poco práctico sin un control de herramientas y procesos más avanzado.
Tratamiento posterior - Las piezas recortadas, los insertos, la unión secundaria o la instalación de fijaciones añaden mano de obra y costes que deben incluirse en los presupuestos.
Sensibilidad del material y de la transformación - Las ventanas de temperatura de conformado, la uniformidad del calentamiento y la habilidad del operario afectan a la calidad final de la pieza; algunos polímeros requieren un control térmico preciso. (Véanse los números prácticos más abajo).
Números y directrices reales y prácticos (uso en revisiones de diseño)
Draft angles: 3°-5° mínimo en las caras verticales para reducir el desgarro y facilitar el desprendimiento. Un mayor calado facilita el recorte.
Espesores de chapa típicos: 0,5 mm - 6 mm para el conformado al vacío de uso aficionado/industrial; las bandas de producción habituales son de 0,75-3 mm para piezas de consumo, y de 3-6 mm para paneles de alta resistencia.
Regla empírica calor/tiempo: El tiempo de conformado varía en función del material y el grosor; por ejemplo, Toolcraft indica que los tiempos de calentamiento típicos aumentan con el grosor y el tipo de termoplástico (el ABS y el PC tardan más que el PETG o el HIPS). Utilice las tablas de los proveedores durante la puesta a punto.
Cuándo preferir la formación a presión: de detalles nítidos, espesores de pared casi uniformes o alta fidelidad cosmética. El moldeo por presión utiliza presión positiva además del vacío y transfiere mejor los detalles del molde.
Lista de comprobación del diseño para la formación de vacío (DfVF): qué hacer antes de la cita del prototipo
Evite las esquinas internas afiladas; prefiera radios de 0,8-2 mm según la escala.
Limite las embuticiones profundas; si una característica es más profunda que ~2× la dimensión lateral más pequeña, divida la pieza en varias partes.
Utilice secciones de pared uniformes donde se necesite resistencia: distribuya el estiramiento uniformemente.
Añada ángulos de calado generosos (3°-5°+) y considere las líneas de separación y el margen de recorte con antelación.
Diseñe los resaltes y las características de los tornillos para insertos (termofijación, ultrasonidos) en lugar de formar resaltes finos y precisos únicamente a partir de la chapa.
Modos de fallo, por qué se producen y cómo solucionarlos (lista de comprobación del ingeniero)
Ampollas o burbujas - causado por sobrecalentamiento, humedad atrapada o contaminantes. Arréglelo secando las planchas, bajando la temperatura de los calentadores o mejorando el recorrido del vacío.
Arrugas alrededor de los trazos profundos - reducir la profundidad de embutición, añadir patrones de precalentamiento o utilizar tapones/herramientas auxiliares para controlar el flujo de material.
Manchas finas o desgarros en las esquinas - añadir radios mayores, utilizar chapas más gruesas o dividir la geometría en varias herramientas.
Replicación superficial deficiente - pulir o texturizar el molde, o pasar al conformado a presión cuando necesite una transferencia casi especular.
Las actualizaciones modernas de los competidores suelen fallar
1) Moldes impresos en 3D como estrategia estándar de iteración rápida
Los moldes SLA o FDM de alta calidad permiten a los equipos probar texturas superficiales y geometrías complejas sin necesidad de un costoso trabajo de CNC. Postprocese la impresión (lijado, sellado) y obtendrá moldes cosméticamente útiles en cuestión de días. Es lo mejor de dos mundos para prototipos y tiradas cortas.
2) Contenido reciclado y estrategias de recuperación
El termoformado se presta a la recuperación de recortes y a la trituración de ciertos recortes para su reutilización en aplicaciones no críticas. Algunos proveedores ofrecen ahora láminas con contenido reciclado certificado; la combinación de estrategias de anidado con bucles de recuperación reduce significativamente el impacto de principio a fin. Si la sostenibilidad forma parte de la historia de su producto, cuantifique el % recuperado y la reciclabilidad al final de la vida útil en las especificaciones.
3) Producción híbrida: conformado al vacío + operaciones CNC/inserción
Forme la envoltura principal con conformado al vacío y, a continuación, corte y ajuste con CNC los soportes fresados o las inserciones metálicas donde se requiera rigidez estructural. Esta ruta híbrida ofrece la velocidad de la chapa conformada y la precisión estructural del CNC.
Flujo de decisiones rápidas: ¿es el moldeo por vacío adecuado para su ¿parte?
Responde a esto:
Es la pieza grande y en su mayor parte poco profunda? → se favorece el conformado al vacío.
Necesita características muy finas o tolerancias pequeñas ajustadas? → Considere el moldeo por presión o el moldeo por inyección.
Son los volúmenes bajos o medios (prototipos → pocos miles)? → El moldeo por vacío suele ser más barato. Para decenas de miles, utilice modelos de coste unitario frente a la inyección.
Se requiere contenido reciclado o recuperabilidad? → Analice las opciones de láminas con los proveedores; el conformado al vacío puede integrar flujos de material recuperado si se planifica.
Breve esbozo de caso (ejemplo realista y práctico)
Imaginemos una tapa de quiosco de 600 × 400 mm con un ángulo de inclinación moderado, un bolsillo y dos salientes de montaje. El utillaje de inyección para ese tamaño es extremadamente caro; el moldeo por vacío (lámina de ABS de 3 mm en un molde macho mecanizado, recortado y equipado con insertos termofijados) suele ser más rápido y menos costoso para tiradas inferiores a varios miles de unidades. Si necesita logotipos brillantes y microtexturados transferidos con precisión, pase al moldeo por presión o utilice un molde de aluminio texturizado. (Esta es la disyuntiva habitual a la que se enfrentan los equipos en la planificación de la producción).
TKP Plastic es el proveedor líder en China de soluciones de conformado al vacío. Nos define nuestro compromiso con la innovación, la calidad sin concesiones y la satisfacción total del cliente. Nuestra experiencia nos permite ofrecer proyectos que destacan por su rentabilidad, diseño complejo y fabricación sostenible. Colabore con TKP para hacer realidad su visión con precisión y fiabilidad.