Hable con nuestro ingeniero, obtenga una solución en 20 minutos
Nuestros ingenieros son los expertos en productos de formación de vacío, puede hacerles saber cualquier requisito y demandas específicas, a continuación, se resuelve la solución más pronto y enviarlo de vuelta de forma gratuita.
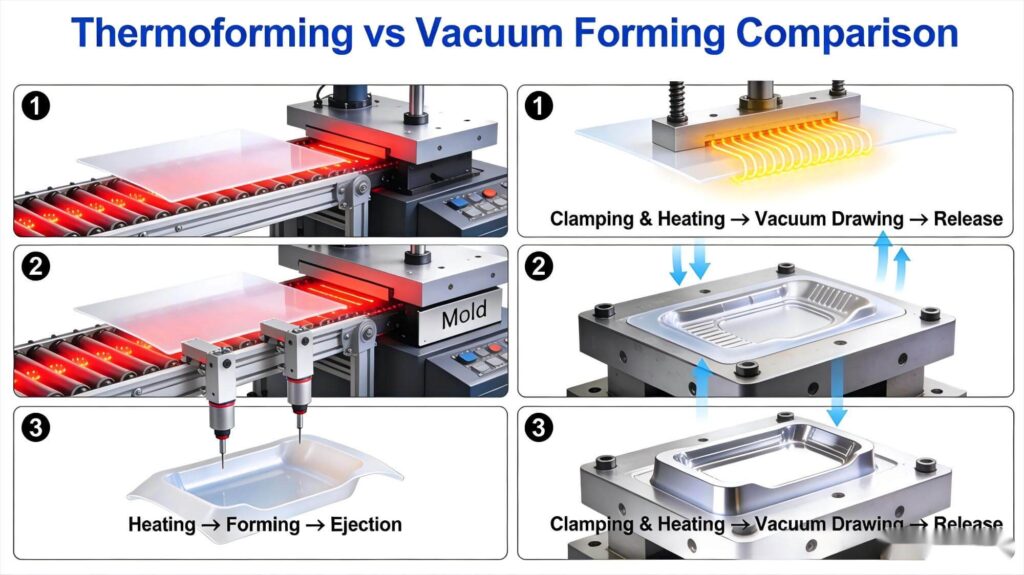
Termoformado frente a conformado al vacío: ¿Cuáles son las diferencias?
Índice
El termoconformado, el moldeo por vacío y el moldeo por presión pertenecen a la misma familia, pero desempeñan papeles diferentes en el taller. Esta guía recorre cada proceso paso a paso, muestra dónde brillan (y dónde no), y añade consejos prácticos y de diseño que no se pueden obtener de una comparación superficial, incluidas las realidades del utillaje, el comportamiento de los materiales, las normas de gestión de desarrollo de producto, las ventajas y desventajas de la sostenibilidad y cuándo elegir variantes de doble lámina o rotativas para piezas estructurales. También señalaré los errores más comunes que cometen los ingenieros cuando cambian un diseño de moldeo por inyección a termoformado, y daré reglas rápidas que se pueden utilizar en los presupuestos o en las primeras estimaciones de costes. En el contexto de la producción en el mundo real, estos procesos se aplican ampliamente en proyectos personalizados gestionados por termoformadores profesionales como Mejor formación al vacío.
Termoformado frente a moldeo por vacío: introducción rápida
Versión corta: formación al vacío es un tipo de termoformado. El termoconformado es el paraguas: calentar una lámina termoplástica, darle forma sobre/en un molde y enfriarla. Dentro de ese paraguas se suelen ver formación al vacío (utilice la succión para tirar de la lámina hacia el molde), conformado a presión (utilice aire a presión + vacío para obtener mayor detalle), y doble hoja / rotativa / billow variantes para tipos de piezas específicos. Piense en el moldeo por vacío como la opción de bajo coste, rápida y para piezas grandes; el moldeo por presión como el método de termoformado de mayor fidelidad; y la doble hoja/rotación como ramas especializadas para piezas huecas o muy rápidas.
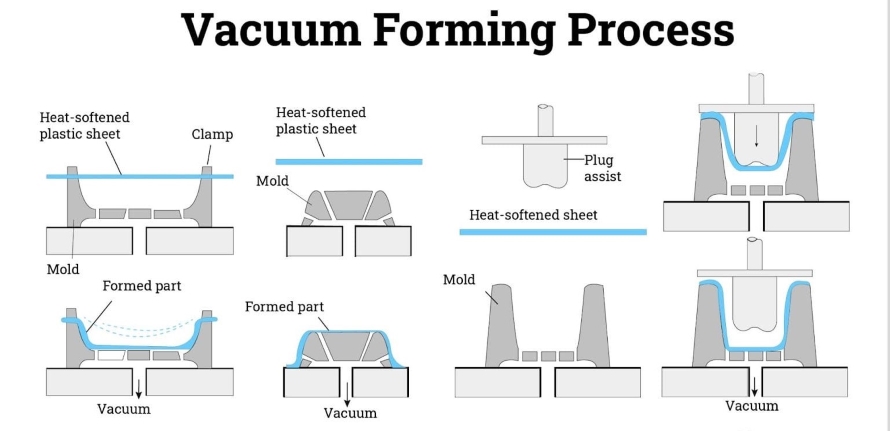
¿Qué es el moldeo por vacío?
El moldeo por vacío calienta una lámina termoplástica hasta que se vuelve flexible, la coloca sobre (o dentro de) un molde de una sola cara y, a continuación, elimina el aire de debajo de la lámina mediante vacío, de modo que la presión atmosférica obliga al plástico a conformarse. Una vez enfriada, la piel se recorta y se acaba. Es un método sencillo y robusto, ideal para piezas grandes y detalles suaves (esquinas redondeadas, caras lisas); ejemplos: bandejas, expositores de puntos de venta, revestimientos de electrodomésticos y algunas bandejas médicas. Dado que el utillaje puede ser de madera, epoxi o aluminio, el moldeo por vacío es muy popular para la creación de prototipos y la producción de baja a media, especialmente en los sectores dedicados. servicios de formación al vacío que admiten aplicaciones de calibre fino y grueso.
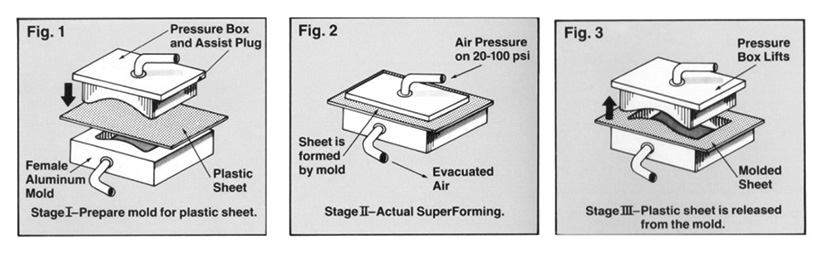
¿Qué es el moldeo a presión?
El moldeo por presión se basa en el moldeo por vacío añadiendo presión de aire positiva en el lado no moldeado mientras se utiliza vacío o sujeción en el lado moldeado. La presión añadida obliga a la lámina reblandecida a introducirse firmemente en las cavidades del molde, lo que mejora significativamente la reproducción de la superficie, la nitidez de los rasgos y la definición de los bordes, cerrando la brecha hacia la estética del moldeado por inyección. Cuesta más (utillaje más robusto, abrazaderas y sistemas de presión más complejos), pero es el método preferido cuando la cosmética y las texturas finas son importantes (biseles de automóviles, carcasas de alta gama, salpicaderos de comercios), sobre todo en los sectores más exigentes. aplicaciones de automoción.
¿Qué es el termoconformado?
El termoconformado (término genérico) es el proceso general de calentar, conformar y enfriar una lámina termoplástica. Incluye métodos de una sola lámina (conformado al vacío y a presión), hoja doble (dos láminas formadas y fusionadas para crear piezas estructurales huecas) y termoformado continuo/rotativo para un rendimiento muy elevado. El termoformado se utiliza en sectores tan diversos como el envasado, los interiores de automóviles o las carcasas de dispositivos médicos. guías de materiales. Los puntos de control clave son la uniformidad del calentamiento, la temperatura de la pieza en bruto, la velocidad de conformado y el enfriamiento de la pieza, que determinan la distribución del espesor de pared, la claridad óptica y la estabilidad dimensional.
Qué es el termoconformado
¿Cuáles son las diferencias entre el moldeo por vacío, el moldeo por presión y el termoconformado?
Proceso - paso a paso (lo que realmente ocurre)
¿En qué consiste el proceso de formación al vacío?
Sujete una plancha de termoplástico en el marco.
Calentar (normalmente zonas radiantes IR) hasta que la chapa alcance la temperatura de conformado.
Baje el marco sobre un molde de una sola cara y haga el vacío para tirar de la lámina hacia el molde.
Mantener hasta que se enfríe lo suficiente como para conservar la forma.
Desmoldeo y eliminación de recortes/excesos.
proceso de formación al vacío
¿Qué es el proceso de conformado a presión?
Los mismos pasos iniciales que la formación al vacío pero, antes o durante el contacto con el molde, aplicar aire a presión en la parte no moldeada (a veces después de la aspiración inicial). Ese aire fuerza al material a entrar en los detalles más finos del molde y permite reproducir con mayor precisión las texturas y los rasgos afilados. Las máquinas incluyen pinzas más fuertes, cámaras de presión y un control más preciso del calentamiento para garantizar unas propiedades uniformes del material.
Proceso de conformado a presión
¿Qué es el proceso de termoformado?
“El término ”termoformado" describe la secuencia general -calentamiento, conformado (vacío, presión u otro), enfriamiento, recorte- y sus variantes (doble lámina, ondulado, plug assist, rotativo). Verá el uso de plug assist para controlar el flujo de material en embuticiones profundas, el conformado por ondulación para controlar la distribución del grosor y el conformado de doble lámina, en el que se forman dos moldes iguales que se prensan juntos para crear piezas huecas. fabricación de productos de plástico.
Herramientas para moldes: coste, material, acabado y ciclo de vida.
Utillaje para moldes utilizado en el moldeo por vacío
Opciones comunes: madera, epoxi/compuesto, Aluminio mecanizado CNC. La madera es rápida y barata para prototipos; el aluminio (sólido o fundido) es el caballo de batalla para volúmenes medios-altos y proporciona un enfriamiento repetible y un acabado superficial fino. Los plazos de entrega son más cortos y los costes son inferiores a los de los moldes de inyección. Planifique el acabado de la superficie del molde para que coincida con el acabado estético deseado (lijado/pintado para prototipos, mecanizado/texturizado para producción).
Herramientas de moldeo utilizadas en la conformación a presión
Porque el conformado a presión aplica fuerzas más elevadas, los moldes deben ser más rígidos y tener un acabado más fino - normalmente aluminio CNC con posible refrigeración por agua o múltiples insertos. Las tolerancias de las herramientas son más estrictas y la transferencia de la textura de la superficie es más literal, por lo que la preparación y el pulido del molde son más importantes. El coste del utillaje es superior al del moldeo por vacío (pero sigue siendo muy inferior al del utillaje de inyección de acero).
Herramientas de moldeo utilizadas en termoformado (doble hoja, rotativas)
El termoformado rotativo utiliza moldes cilíndricos y requiere mucho capital, pero es excelente para líneas de envasado continuas de alta velocidad.
Aplicación: dónde encaja mejor cada método
Aplicaciones del moldeo por vacío
Paneles de gran tamaño, bandejas, accesorios para automóviles, bivalvas de embalaje, expositores para puntos de venta, revestimientos de electrodomésticos, carcasas de bajo coste. Cuando necesite piezas grandes y rápidas con requisitos estéticos modestos, el moldeo por vacío es la solución. calibre fino y calibre grueso producción.
Cofres de techo
Aplicaciones del conformado a presión
Componentes de alta cosmética: biseles de instrumentos, placas frontales de electrónica de consumo, embellecedores interiores de automóviles y otras piezas en las que el detalle de la superficie, la nitidez y la réplica de la textura son vitales. Es una buena alternativa al moldeo por inyección cuando los volúmenes son medios y la fidelidad de la superficie es importante.
Aplicaciones del termoformado
Amplia: desde envases finos desechables (bandejas de PET) hasta componentes estructurales de doble lámina (palés huecos, conductos) y piezas de consumo de tirada media (frigoríficos, salpicaderos). La flexibilidad del termoformado lo convierte en la primera opción para la creación de prototipos a través de muchos volúmenes de producción.
Ventajas: los verdaderos puntos fuertes
Ventajas del moldeo por vacío
Bajo coste de utillaje y corto plazo de entrega.
Bueno para piezas grandes que serían caras en moldeo por inyección.
Máquinas sencillas, fáciles de escalar para tiradas cortas.
Ventajas del conformado a presión
Mayor fidelidad de las superficies y capacidad para captar texturas finas.
Mejor definición de los bordes y menor formación de arrugas en comparación con la formación al vacío.
Puede adoptar un aspecto de moldeado por inyección para cosméticos.
Ventajas del termoformado (paraguas)
Variedad de materiales y opciones de reciclado; utillaje rentable para muchos casos de uso; iteración rápida. La doble hoja permite fabricar piezas huecas estructurales sin montaje secundario; los sistemas rotativos permiten un rendimiento muy elevado para el envasado.
Desventajas: los límites realistas
Desventajas del moldeo por vacío
Limitación de detalles finos y rebajes; mayor dificultad para mantener tolerancias dimensionales ajustadas; puntos más gruesos/delgados (adelgazamiento) al dibujar formas profundas.
Desventajas de la conformación a presión
Mayor coste de utillaje y maquinaria que el moldeo por vacío; ciclo/configuración ligeramente más largo; aún no es tan bueno como el moldeo por inyección para piezas complejas de múltiples características con tolerancia ajustada.
Desventajas del termoformado
El material que se desperdicia en el recorte (aunque a menudo se puede reciclar) y las limitaciones de diseño, como las relaciones de tracción, los ángulos de tiro y los radios mínimos, deben respetarse o se producirán desgarros y bandas.
Coste - utillaje, por pieza y orientación por volumen
Las herramientas para termoformado son sustancialmente inferior que los moldes de inyección. Las herramientas típicas de termoformado suelen estar dentro de una gama muy amplia (regla empírica aproximada: $2k-$30k dependiendo del material y la complejidad; muchos se sitúan entre $4k-$7k para utillaje estándar de aluminio). El utillaje de conformado por vacío puede ser más barato (madera/epoxi) para prototipos; el utillaje de conformado por presión es más caro debido a los requisitos de rigidez y acabado. El coste por pieza depende del material, el tiempo de ciclo, el rendimiento de los desechos/recortes y las operaciones de acabado; asigne el coste del utillaje al volumen previsto para obtener la amortización del utillaje por pieza (ejemplo: un utillaje $3k sobre 3.000 piezas es $1,00 por pieza). Para volúmenes medios en los que el utillaje de moldeo por inyección resulta prohibitivo, el moldeo por presión puede ser una alternativa cosmética convincente.
Prosperidad: tendencias del mercado y crecimiento de la demanda
Envases sostenibles: Los termoformados de PET con contenido de PCR se están acelerando bajo las normativas de circularidad y EPR - las bandejas termoformadas son un objetivo primordial para la incorporación de contenido reciclado.
Bienes de consumo estéticos: el conformado a presión capta las tendencias de acabado y textura sin necesidad de herramientas de inyección.
Piezas estructurales ligeras: el termoformado de doble lámina sustituye a los ensamblajes metálicos o soldados más pesados para carcasas y componentes huecos.
Automatización y control de calidad: La detección por infrarrojos y el calentamiento por zonas mejoran la repetibilidad y reducen los desechos. Estas tendencias hacen que el termoformado siga gozando de buena salud en los mercados del envasado, la medicina, la automoción y los electrodomésticos.
Material utilizado: plásticos típicos y normas de selección
Plástico utilizado para la formación al vacío
ABS, HIPS (poliestireno de alto impacto), PETG, PVC, acrílico (PMMA) para óptica, policarbonato (cuando se necesita resistencia al impacto), polipropileno para piezas flexibles. La elección depende del impacto, la resistencia química, la compatibilidad FDA/médica y la facilidad de conformado de la lámina a temperaturas de trabajo.
Electrónica y aparatos eléctricos
Plástico utilizado para moldear a presión
Polímeros similares a los del moldeo por vacío, pero el moldeo por presión suele favorecer los materiales que mantienen bien los detalles (ABS, PETG, algunos grados de PC y mezclas de ingeniería). Los materiales amorfos de calibre fino pueden ofrecer una excelente claridad de superficie y transferencia de textura.
Plástico utilizado para termoformado (doble lámina / estructural)
HDPE y PET para envases y bandejas reciclables; ABS y PC para piezas estructurales y cosméticas; chapas especialmente formuladas para carcasas médicas esterilizables o aplicaciones ignífugas. Twin-sheet también puede utilizar chapas disímiles para combinar rigidez y acabado superficial.
Consejos de diseño y fabricación (profundos y prácticos, cosas que la competencia suele pasar por alto)
Proporción de sorteo primero - Mantenga relaciones profundidad:anchura modestas (lo ideal es cerca de 1:1, evite los extremos). Si necesita cavidades profundas, utilice ayudas de tapón o divida la pieza.
Los ángulos de tiro importan - Las paredes verticales suelen necesitar un calado de 3°-5° (más para moldes hembra y acabados más rugosos). Un calado insuficiente provoca adherencias y roturas.
Control de zonas de calefacción - Utilice el calentamiento IR por zonas para obtener una temperatura uniforme; de lo contrario, obtendrá puntos finos y un conformado inconsistente. Considere los pirómetros IR sin contacto para el control de calidad.
Plan de recorte y desguace - El termoconformado genera recortes; diseñe el anidado para reducir los recortes y determine las rutas de reciclado de los recortes (muchos termoconformadores devuelven los recortes al triturado de circuito cerrado).
Acabado superficial: primero el molde - si la superficie cosmética importa, obtenga el acabado de molde correcto (niveles de pulido SPI, texturas) - el plástico formado reflejará la herramienta. El moldeo por presión transfiere los detalles mucho mejor que el moldeo por vacío.
Doble hoja para la estructura - si necesita resistencia hueca, costillas integradas o cavidades selladas sin ensamblaje, la doble chapa suele superar al ensamblaje en varias piezas en cuanto a peso y coste en volúmenes medios.
Errores comunes (y cómo evitarlos)
Diseñar pensando en el molde de inyección (nervaduras estrechas, salientes diminutos, esquinas internas afiladas): en su lugar, amplíe las características, añada ángulo de inclinación y radio, y acepte la variabilidad del grosor de la pared.
Si espera que el conformado por vacío reproduzca texturas finas, utilice el conformado por presión cuando necesite texturas nítidas u ópticas.
Subestimar la vida útil del utillaje: los moldes de madera o epoxi son baratos pero se desgastan.
Conclusión: ¿qué elegir?
Prototipos y bajo volumen, piezas grandes, cosmética sencilla → Conformado al vacío.
Volúmenes medios + alta calidad de superficie + texturas detalladas → Conformado a presión.
Piezas estructurales huecas o envases muy específicos de alto rendimiento → Termoformado de doble hoja o rotativo. La flexibilidad del termoformado, su menor coste de utillaje y sus opciones de materiales lo convierten en una excelente alternativa al moldeo por inyección cuando los volúmenes, la estética y las necesidades estructurales se equilibran correctamente. Utilice la lista de comprobación DFM anterior (relación de embutición, calado, control de calentamiento, elección de utillaje) para obtener presupuestos que reflejen la verdadera fabricabilidad.
Práctica lista de control de una página para llevar a las citas
Dimensiones finales de la pieza y tolerancia objetivo
Material (marca/grado) y si se necesita PCR/grado alimentario
Operaciones secundarias requeridas (recorte, CNC, impresión, soldadura) Traiga esto y pida a los proveedores que coticen: (a) utillaje prototipo (madera/epoxi), (b) utillaje de producción de aluminio, y (c) coste por pieza en volúmenes de 1k / 5k / 20k para que pueda amortizar las opciones de utillaje.
Hable ahora con nuestros expertos
Si quieres, podemos:
revisar un modelo CAD con comprobaciones DFM de termoformado,
sugerir calidades de material (incluidas las opciones PCR/PET para envases reciclables), y
proporcionar una comparación de costes en 3 escenarios (prototipo rápido, conformado a presión a mitad de carrera, doble lámina para estructural).
Hable con nuestros expertos ahora - proporcione las impresiones de la pieza o un archivo STEP y ejecutaremos la lista de comprobación DFM y le daremos los siguientes pasos prácticos.
¡Maravilloso! Comparte esta noticia:
Si esta guía te ha resultado útil, compártela - pequeños favoritos: LinkedIn para colegas del sector, equipos de producto o tu jefe de compras. ¿Quieres que lo reescriba como un PDF de una página o un paquete de diapositivas para presentaciones a clientes? Dímelo y lo convertiré con diapositivas específicas (herramientas, costes, lista de comprobación DFM, ejemplos de casos).
TKP Plastic es el proveedor líder en China de soluciones de conformado al vacío. Nos define nuestro compromiso con la innovación, la calidad sin concesiones y la satisfacción total del cliente. Nuestra experiencia nos permite ofrecer proyectos que destacan por su rentabilidad, diseño complejo y fabricación sostenible. Colabore con TKP para hacer realidad su visión con precisión y fiabilidad.