Parlez à notre ingénieur, obtenez une solution en 20 minutes
Nos ingénieurs sont des experts en matière de produits de formage sous vide. Vous pouvez leur faire part de vos exigences et de vos demandes spécifiques, ils trouveront la solution la plus rapide et vous la renverront gratuitement.
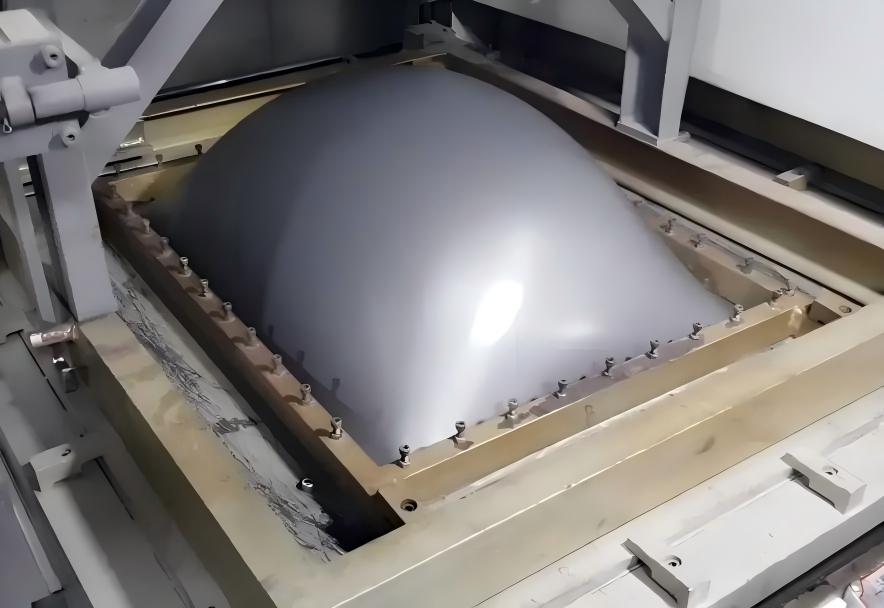
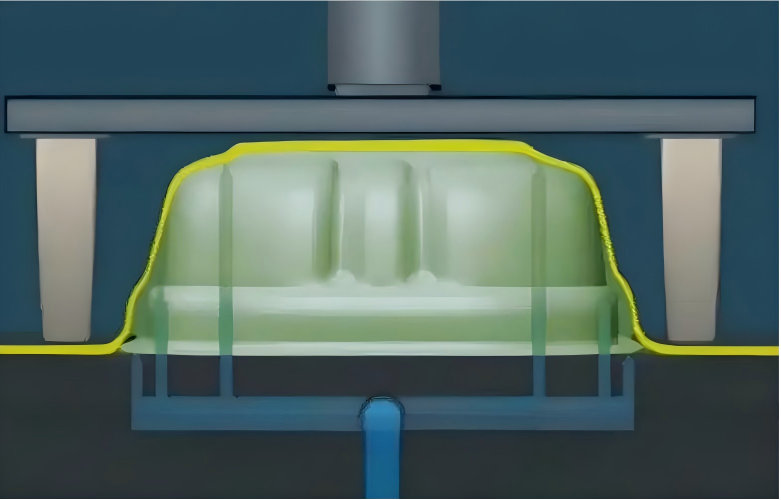
Brève introduction Le formage sous vide est d'une simplicité déconcertante : on chauffe une feuille de plastique jusqu'à ce qu'elle soit souple, on la fait glisser sur un moule et on utilise le vide pour que la feuille épouse la forme du produit. Ce qui ressemble à “chauffer et aspirer” donne en fait aux équipes un mélange puissant de vitesse, d'échelle et de flexibilité. si vous concevez autour du processus. Je vous présenterai ci-dessous les avantages et les inconvénients réels, la manière de décider s'il s'agit du bon outil pour votre projet, ainsi que des conseils pratiques de niveau ingénieur (y compris les modes de défaillance, l'atténuation et les nouveaux flux de travail hybrides que de nombreux guides omettent de mentionner).
Pourquoi le formage sous vide est-il si largement utilisé (et quand il se distingue) ?
Le formage sous vide est populaire parce qu'il gagne là où le temps de mise au point de la première pièce, la taille des pièces et le faible coût initial de l'outillage comptent :
Vitesse d'élaboration du prototype - vous pouvez passer de la CAO à une pièce fonctionnelle en quelques jours en utilisant du bois, de l'aluminium ou même des moules imprimés en 3D. Cette boucle courte modifie la façon dont les équipes procèdent à l'itération.
Profil de coût favorisant les pièces de grande taille et peu profondes - les grands boîtiers et plateaux sont souvent moins chers à produire en tôle formée qu'en moulage par injection, car l'outillage pour l'injection devient très coûteux à mesure que la taille des pièces augmente.
Flexibilité des matériaux - Les polymères couramment utilisés sont l'ABS, le HIPS, le PETG, le PVC, le PC et le PP ; vous pouvez choisir la clarté, l'indice de flamme ou la résistance aux chocs en fonction de la fonction du produit.
Quand choisir le formage sous vide rapidement : vous avez besoin d'un prototype rapide, la pièce est grande/relativement peu profonde et les tolérances sont modérées (pas ±0,1 mm sur des caractéristiques minuscules).
Quels sont les avantages réels ?
Faible coût initial d'outillage - Les moules peuvent être de simples maîtres en bois, de l'aluminium usiné pour les plus grandes séries, ou des montages imprimés en 3D SLA/FDM pour des délais d'exécution rapides. Cela permet de maintenir un capital initial peu élevé.
Boucles d'itération rapides - un outillage moins cher et plus rapide = plus d'itérations de conception avant de s'engager dans un outillage de production coûteux.
Economique pour les grandes pièces - de très grands panneaux et boîtiers peuvent être formés à un coût par pièce bien inférieur à celui du moulage par injection pour les petites et moyennes séries.
Des opportunités relativement vertes - Les déchets de garniture sont généralement récupérables et certaines tôles formées peuvent contenir du contenu recyclé ; avec une imbrication et un choix de matériaux judicieux, il est possible de réduire les déchets et la consommation d'énergie par pièce. (Plus d'informations ci-dessous.)
Finitions accessibles - Les moules texturés ou le sablage/polissage des moules permettent d'obtenir une large gamme de finitions de surface sans avoir recours à des processus secondaires complexes.
Quels sont les inconvénients pratiques ?
Limitations des détails et des contre-dépouilles - Le formage sous vide a du mal à reproduire les contre-dépouilles profondes ou les caractéristiques très fines et tranchantes. Si vous avez besoin de microtextures nettes ou de crochets internes complexes, le formage sous pression ou le moulage par injection sont généralement nécessaires.
Variabilité de l'épaisseur des parois - lorsque la feuille s'étire sur le moule, les sections minces s'amincissent davantage. Les exigences en matière de finesse ou d'uniformité de la section nécessitent une conception spéciale ou un formage sous pression.
Des tolérances plus étroites sont coûteuses - Il est souvent impossible de maintenir un contrôle dimensionnel serré ou de ±0,5 mm sur de petites caractéristiques sans un outillage et un contrôle de processus plus avancés.
Post-traitement - les pièces découpées, les inserts, le collage secondaire ou l'installation d'attaches ajoutent une main-d'œuvre et des coûts qui doivent être inclus dans les devis.
Sensibilité des matériaux et des procédés - Les fenêtres de température de formage, l'uniformité du chauffage et les compétences de l'opérateur affectent la qualité de la pièce finale ; certains polymères nécessitent un contrôle thermique précis. (Voir les chiffres pratiques ci-dessous).
Des chiffres et des lignes directrices réels et pratiques (à utiliser dans les revues de conception)
Les angles d'attaque : 3°-5° minimum sur les faces verticales pour réduire la déchirure et faciliter le détachement. Un tirage plus important facilite l'ébarbage.
Epaisseurs typiques des tôles : 0,5 mm - 6 mm pour le formage sous vide amateur/industriel ; les bandes de production courantes sont de 0,75 à 3 mm pour les pièces de consommation et de 3 à 6 mm pour les panneaux à usage intensif.
Règle empirique chaleur/temps : Le temps de formage varie en fonction du matériau et de l'épaisseur - par exemple, Toolcraft indique que les temps de chauffe typiques augmentent en fonction de l'épaisseur et du type de thermoplastique (l'ABS et le PC prennent plus de temps que le PETG ou le HIPS). Utilisez les tableaux des fournisseurs lors de la préparation.
Quand préférer la formation sous pression : Les moules sont plus faciles à fabriquer que les moules traditionnels, car ils nécessitent des détails précis, une épaisseur de paroi presque uniforme ou une grande fidélité cosmétique. Le formage sous pression utilise une pression positive en plus du vide et transfère mieux les détails du moule.
Liste de contrôle de la conception pour la mise en forme sous vide (DfVF) - ce qu'il faut faire avant le devis prototype
Éviter les angles internes aigus ; préférer des rayons de 0,8 à 2 mm en fonction de l'échelle.
Limiter les tirages profonds ; si une caractéristique est plus profonde que ~2× la plus petite dimension latérale, diviser la pièce en plusieurs morceaux.
Utiliser des sections de mur uniformes là où la résistance est nécessaire - répartir l'étirement de manière uniforme.
Ajoutez des angles de tirant d'eau généreux (3°-5°+) et envisagez les lignes de séparation et la marge d'élagage dès le début.
Concevoir des bossages et des caractéristiques de vissage pour les inserts (thermofixation, ultrasons) plutôt que de former des bossages minces et précis à partir de la tôle seule.
Les modes de défaillance, leurs causes et la manière de les corriger (liste de contrôle de l'ingénieur)
Cloques ou bulles - causée par une surchauffe, une humidité piégée ou des contaminants. Réparer en séchant les feuilles, en abaissant les températures de chauffage ou en améliorant le parcours du vide.
Rides autour des dessins profonds - réduire la profondeur de tirage, ajouter des motifs de préchauffage ou utiliser des bouchons/outils d'assistance pour contrôler le flux de matériaux.
Taches minces ou déchirures aux coins - ajouter des rayons plus importants, utiliser des tôles plus épaisses ou diviser la géométrie en plusieurs outils.
Mauvaise réplication de la surface - polir ou texturer le moule, ou passer au formage sous pression lorsque vous avez besoin d'un transfert proche du miroir.
Les mises à niveau modernes manquent souvent aux concurrents
1) Les moules imprimés en 3D comme stratégie standard d'itération rapide
Les moules SLA ou FDM de haute qualité permettent aux équipes d'essayer des textures de surface et des géométries complexes sans avoir recours à des travaux CNC coûteux. Le post-traitement de l'impression (ponçage, scellement) permet d'obtenir en quelques jours des moules utiles d'un point de vue esthétique. C'est le meilleur des deux mondes pour les prototypes et les petites séries.
2) Contenu recyclé et stratégies de récupération
Le thermoformage se prête à la récupération des chutes de coupe et au rebroyage de certaines chutes en vue de leur réutilisation dans des applications non critiques. Certains fournisseurs proposent désormais des feuilles à contenu recyclé certifié ; l'association de stratégies d'imbrication et de boucles de récupération permet de réduire de manière significative l'impact du berceau à la porte. Si le développement durable fait partie de l'histoire de votre produit, quantifiez le % récupéré et la recyclabilité en fin de vie dans les spécifications.
3) Production hybride : formage sous vide + opérations CNC/insertion
Formez l'enveloppe principale par formage sous vide, puis découpez à la CNC et montez des supports fraisés ou des inserts métalliques là où la rigidité structurelle est requise. Cette méthode hybride offre la rapidité de la tôle formée et la précision structurelle de la commande numérique.
Prise de décision rapide - le formage sous vide est-il adapté à votre partie ?
Répondez à ces questions :
La pièce est-elle grande et surtout peu profonde ? → le formage sous vide est favorisé.
Vous avez besoin de caractéristiques très fines ou de tolérances étroites ? → envisagez le formage sous pression ou le moulage par injection.
Les volumes sont-ils faibles ou moyens (prototypes → quelques milliers) ? → le formage sous vide est souvent moins cher. Pour des dizaines de milliers d'unités, comparer les coûts unitaires à ceux de l'injection.
La teneur en matières recyclées ou la possibilité de récupération sont-elles nécessaires ? → discuter des options de feuilles avec les fournisseurs ; le formage sous vide peut intégrer des flux de matériaux récupérés si cela est prévu.
Brève esquisse de cas (exemple réaliste et pratique)
Imaginez un plateau de kiosque de vente au détail de 600 × 400 mm avec des emboutis modérés, une poche et deux bossages de fixation. L'outillage d'injection pour cette taille est extrêmement coûteux ; le formage sous vide (feuille d'ABS de 3 mm sur un moule mâle usiné, découpé et équipé d'inserts thermodurcis) sera généralement plus rapide et moins coûteux pour des séries inférieures à plusieurs milliers d'unités. Si vous avez besoin de logos brillants et microtexturés transférés avec précision, passez au formage sous pression ou utilisez un moule en aluminium texturé. (Il s'agit là d'un compromis classique auquel les équipes sont confrontées lors de la planification de la production).
TKP Plastic est le premier fournisseur chinois de solutions de formage sous vide. Nous nous définissons par notre engagement en faveur de l'innovation, d'une qualité sans compromis et d'une satisfaction totale du client. Notre expertise nous permet de réaliser des projets qui excellent en termes de rentabilité, de conception complexe et de fabrication durable. Associez-vous à TKP pour donner vie à votre vision avec précision et fiabilité.