Parlez à notre ingénieur, obtenez une solution en 20 minutes
Nos ingénieurs sont des experts en matière de produits de formage sous vide. Vous pouvez leur faire part de vos exigences et de vos demandes spécifiques, ils trouveront la solution la plus rapide et vous la renverront gratuitement.
Thermoformage et formage sous vide : Quelles sont les différences ?
Table des matières
Le thermoformage, le formage sous vide et le formage sous pression font partie de la même famille, mais jouent des rôles différents dans l'atelier. Ce guide passe en revue chaque processus étape par étape, montre où ils brillent (et où ils ne brillent pas), et ajoute des conseils pratiques sur la conception que vous ne pouvez pas obtenir à partir d'une comparaison superficielle - y compris les réalités de l'outillage, le comportement des matériaux, les règles de DFM, les compromis en matière de développement durable et le moment où il faut choisir des variantes à double feuille ou rotatives pour les pièces structurelles. Je soulignerai également les erreurs courantes commises par les ingénieurs lorsqu'ils passent d'un modèle de moulage par injection à un modèle de thermoformage, et je donnerai des règles empiriques que vous pourrez utiliser dans les devis ou les premières estimations de coûts. En ce qui concerne le contexte de production réel, ces processus sont largement appliqués dans le cadre de projets personnalisés gérés par des thermoformeurs professionnels tels que Meilleur formage sous vide.
Thermoformage et formage sous vide - notions de base
Version courte : formage sous vide est un type de thermoformage. Le thermoformage est le terme générique : chauffer une feuille thermoplastique, la former sur/dans un moule et la refroidir. Dans ce cadre, on trouve couramment formage sous vide (utiliser la succion pour tirer la feuille vers le moule), formation sous pression (utiliser l'air sous pression + le vide pour plus de détails), et feuilles jumelles / rotatives / en soufflerie variantes pour des types de pièces spécifiques. Le formage sous vide est l'option la plus économique et la plus rapide pour les grandes pièces ; le formage sous pression est la méthode de thermoformage la plus fidèle ; et le formage à double feuille/rotatif sont des branches spécialisées pour les pièces creuses ou très rapides.
Qu'est-ce que le formage sous vide ?
Le formage sous vide chauffe une feuille thermoplastique jusqu'à ce qu'elle devienne souple, la drape sur (ou dans) un moule à une face, puis élimine l'air sous la feuille à l'aide d'un vide, de sorte que la pression atmosphérique force le plastique à se conformer. Après refroidissement, la peau formée est découpée et finie. Il s'agit d'une méthode simple et robuste, idéale pour les grandes pièces et les détails délicats (coins arrondis, faces lisses) - exemples : plateaux, présentoirs de points de vente, revêtements d'appareils électroménagers et certains plateaux médicaux. Comme l'outillage peut être en bois, en époxy ou en aluminium, le formage sous vide est populaire pour le prototypage et la production faible à moyenne, en particulier dans les secteurs dédiés. services de formage sous vide pour les applications de calibre fin et épais.
Qu'est-ce que le formage sous pression ?
Le formage sous pression s'appuie sur le formage sous vide en ajoutant pression d'air positive sur la face non moulée tout en utilisant le vide ou le serrage sur la face moulée. La pression supplémentaire force la feuille ramollie à pénétrer dans les cavités du moule, ce qui améliore considérablement la reproduction de la surface, la netteté des caractéristiques et la définition des bords, comblant ainsi l'écart avec l'esthétique du moulage par injection. Cette méthode est plus coûteuse (outillage plus robuste, pinces et systèmes de pression plus complexes), mais elle s'impose lorsque les aspects cosmétiques et les textures fines sont importants (lunettes automobiles, boîtiers haut de gamme, bandeaux de vente au détail), en particulier dans les applications exigeantes de l'industrie de l'automobile. applications automobiles.
Qu'est-ce que le thermoformage ?
Le thermoformage (terme générique) est le processus général de chauffage, de formage et de refroidissement d'une feuille thermoplastique. Il comprend les méthodes à feuille unique (formage sous vide et sous pression), drap double (deux feuilles formées et fusionnées pour former des pièces structurelles creuses) et le thermoformage continu/rotatif pour un débit très élevé. Le thermoformage est utilisé dans tous les secteurs, de l'emballage aux intérieurs automobiles en passant par les boîtiers d'appareils médicaux, le choix des matériaux étant souvent dicté par les besoins de performance décrits dans les documents professionnels de l'UE. guides des matériaux. Les principaux points de contrôle sont l'uniformité du chauffage, la température du flan, la vitesse de formage et le refroidissement de la pièce, qui déterminent la répartition de l'épaisseur des parois, la clarté optique et la stabilité dimensionnelle.
Qu'est-ce que le thermoformage ?
Quelles sont les différences entre le formage sous vide, le formage sous pression et le thermoformage ?
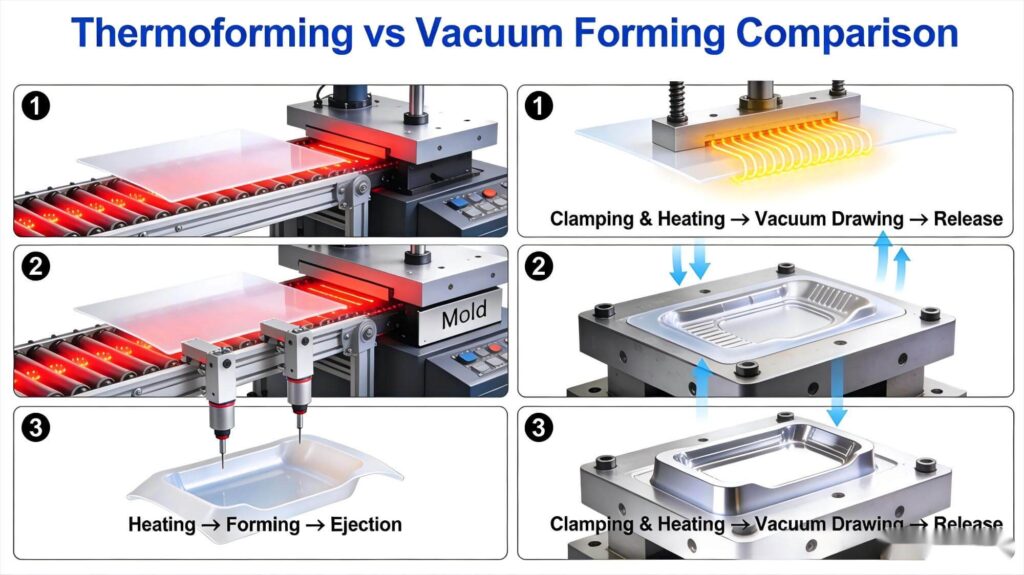
Processus - étape par étape (ce qui se passe réellement)
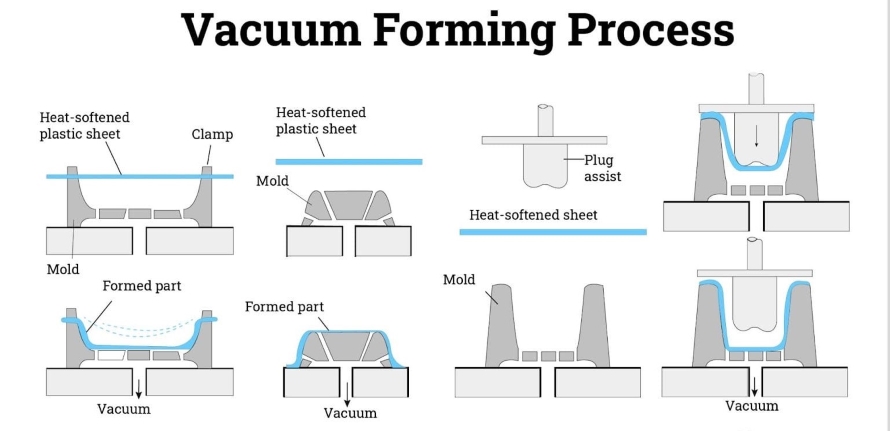
Qu'est-ce que le processus de formage sous vide ?
Fixer une feuille thermoplastique dans le cadre.
Chauffer (généralement des zones radiantes IR) jusqu'à ce que la feuille atteigne la température de formage.
Abaissez le cadre sur un moule à une face et tirez un vide pour tirer la feuille vers le moule.
Maintenir jusqu'à ce qu'il soit suffisamment refroidi pour conserver sa forme.
Démoulage et enlèvement des garnitures/excès.
procédé de formage sous vide
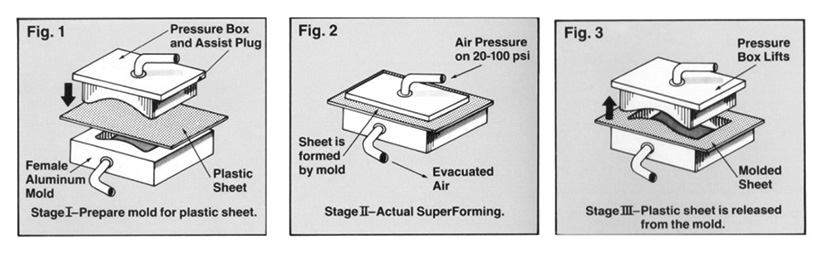
Qu'est-ce que le procédé de formage sous pression ?
Mêmes étapes initiales que le formage sous vide, mais avant ou pendant le contact avec le moule, appliquer de l'air sous pression sur la face non moulée (parfois après l'aspiration initiale). Cet air force le matériau à entrer dans les moindres détails du moule et permet de reproduire plus fidèlement les textures et les traits aigus. Les machines sont équipées de pinces et de chambres de pression plus puissantes et d'un contrôle plus fin de la chaleur afin de garantir des propriétés homogènes du matériau.
Processus de formage sous pression
Qu'est-ce que le processus de thermoformage ?
“Le terme ”thermoformage" décrit la séquence globale - chauffage, formage (sous vide, sous pression ou autre), refroidissement, découpage - ainsi que les variantes (double feuille, soufflé, assistance au bouchon, rotatif). Vous verrez les dispositifs d'assistance au bouchon utilisés pour contrôler le flux de matériau pour les emboutissages profonds, le formage par soufflage pour contrôler la distribution de l'épaisseur, et le formage double feuille où deux moules assortis se forment et sont ensuite pressés ensemble pour créer des pièces creuses, couramment utilisées dans les produits personnalisés. fabrication de produits en plastique.
Outillage des moules - coût, matériaux, finition et cycle de vie
Outillage de moulage utilisé pour le formage sous vide
Options courantes : bois, époxy/composite, Aluminium usiné CNC. Le bois est rapide et bon marché pour les prototypes ; l'aluminium (massif ou moulé) est le cheval de bataille pour les volumes moyens à élevés et permet un refroidissement répétable et une finition de surface soignée. Les délais d'exécution sont plus courts et les coûts moins élevés que pour les moules à injection. Prévoyez une finition de la surface du moule correspondant à la finition cosmétique souhaitée (poncée/peinte pour les prototypes, usinée/texturée pour la production).
Outillage de moule utilisé pour le formage sous pression
Parce que le formage par pression applique des forces plus élevées, les moules doivent être plus rigides et plus fins - généralement l'aluminium CNC avec éventuellement un refroidissement par eau ou des inserts multiples. Les tolérances de l'outillage sont plus strictes et le transfert de la texture de la surface est plus littéral, de sorte que la préparation et le polissage du moule sont plus importants. Le coût de l'outillage est plus élevé que celui du formage sous vide (mais il reste bien inférieur à celui des outils d'injection d'acier).
Outillage des moules utilisés pour le thermoformage (double feuille, rotatif)
Le thermoformage rotatif utilise des moules cylindriques et nécessite des investissements importants, mais il est excellent pour les lignes d'emballage continues à grande vitesse.
Application - où chaque méthode est la mieux adaptée
Applications du formage sous vide
Grands panneaux, plateaux, accessoires automobiles, coquilles d'emballage, présentoirs de points de vente, revêtements d'appareils électroménagers, boîtiers bon marché. Lorsque vous avez besoin de pièces volumineuses et rapides avec des exigences esthétiques modestes, le formage sous vide excelle. calibre fin et calibre épais production.
Coffres de toit pour voitures
Applications du formage sous pression
Composants à haute valeur cosmétique : cadrans d'instruments, plaques frontales d'appareils électroniques grand public, garnitures intérieures d'automobiles et autres pièces pour lesquelles les détails de surface, la netteté et la reproduction des textures sont essentiels. Il s'agit d'une alternative solide au moulage par injection lorsque les volumes sont moyens et que la fidélité de la surface est importante.
Applications du thermoformage
Large : des emballages jetables minces (barquettes en PET) aux composants structurels en double feuille (palettes creuses, conduits) et aux pièces de consommation de moyenne série (réfrigérateurs, tableaux de bord). La flexibilité du thermoformage en fait un choix de premier ordre pour le prototypage et les nombreux volumes de production.
Avantages - les vrais points forts
Avantages du formage sous vide
Faibles coûts d'outillage et délais de livraison courts.
Idéal pour les grandes pièces qui seraient coûteuses en moulage par injection.
Machines simples, faciles à mettre à l'échelle pour les petites séries.
Avantages du formage sous pression
Plus grande fidélité de la surface et capacité à capturer des textures fines.
Meilleure définition des bords et réduction des plis par rapport au formage sous vide.
Peut s'approcher de l'aspect moulé par injection pour les cosmétiques.
Avantages du thermoformage (parapluie)
Variété des matériaux et options de recyclage ; outillage rentable pour de nombreux cas d'utilisation ; itération rapide. L'utilisation de feuilles jumelées permet d'obtenir des pièces creuses structurelles sans assemblage secondaire ; les systèmes rotatifs permettent d'atteindre un débit très élevé pour l'emballage.
Inconvénients - les limites réalistes
Inconvénients du formage sous vide
Limitation des détails fins et des contre-dépouilles ; plus grande difficulté à respecter des tolérances dimensionnelles strictes ; taches plus ou moins épaisses (amincissement) lors du dessin de formes profondes.
Inconvénients du formage sous pression
Coût de l'outillage et de la machine plus élevé que pour le formage sous vide ; cycle/réglage légèrement plus long ; encore moins bon que le moulage par injection pour les pièces complexes à multiples caractéristiques et à tolérance serrée.
Inconvénients du thermoformage
Les déchets de matériaux provenant du rognage (bien que le rognage puisse souvent être recyclé) et les contraintes de conception telles que les rapports de traction, les angles de dépouille et les rayons minimaux doivent être respectés sous peine de déchirures et de sangles.
Coût - outillage, pièce par pièce et orientation du volume
L'outillage pour le thermoformage est nettement inférieur que les moules à injection. Les outils de thermoformage typiques se situent généralement dans une fourchette très large (règle approximative : $2k-$30k en fonction du matériau et de la complexité ; beaucoup se situent entre $4k-$7k pour un outillage standard en aluminium). L'outillage de formage sous vide peut être moins cher (bois/époxy) pour les prototypes ; l'outillage de formage sous pression est plus élevé en raison des exigences de rigidité et de finition. Le coût par pièce dépend du matériau, de la durée du cycle, du rendement des rebuts et des opérations de finition ; répartir le coût de l'outillage sur le volume prévu pour obtenir l'amortissement de l'outillage par pièce (exemple : un outil $3k sur 3 000 pièces revient à $1,00 par pièce). Pour les volumes moyens pour lesquels le coût de l'outillage de moulage par injection est prohibitif, le formage sous pression peut être une alternative cosmétique convaincante.
Prospérité - tendances du marché et croissance de la demande
Emballage durable: Les thermoformages en PET avec un contenu PCR s'accélèrent dans le cadre des réglementations sur la circularité et la REP - les plateaux thermoformés sont une cible de choix pour l'incorporation de contenu recyclé.
Biens de consommation esthétiquesLe formage sous pression permet de saisir les tendances en matière de finition et de texture sans avoir recours à l'outillage d'injection.
Pièces structurelles légèresLe thermoformage double feuille remplace les assemblages métalliques ou soudés plus lourds pour les boîtiers et les composants creux.
Automatisation et contrôle de la qualité: La détection IR et le chauffage par zone permettent une meilleure répétabilité et une réduction des rebuts. Ces tendances signifient que le thermoformage reste en bonne santé sur les marchés de l'emballage, du médical, de l'automobile et de l'électroménager.
Matériaux utilisés - plastiques typiques et règles de sélection
Plastique utilisé pour le formage sous vide
ABS, HIPS (polystyrène à haute résistance aux chocs), PETG, PVC, acrylique (PMMA) pour l'optique, polycarbonate (lorsque la résistance aux chocs est nécessaire), polypropylène pour les pièces flexibles. Le choix dépend de la résistance aux chocs et aux produits chimiques, de la compatibilité FDA/médicale et de la facilité avec laquelle la feuille se forme à des températures acceptables.
Électronique et appareils électriques
Plastique utilisé pour le formage sous pression
Polymères similaires à ceux du formage sous vide, mais le formage sous pression privilégie souvent les matériaux qui retiennent bien les détails (ABS, PETG, certaines qualités de PC et mélanges techniques). Les matériaux amorphes de faible épaisseur peuvent donner une excellente clarté de surface et un excellent transfert de texture.
Plastique utilisé pour le thermoformage (twin-sheet / structural)
PEHD et PET pour les emballages et les plateaux recyclables ; ABS et PC pour les pièces structurelles et cosmétiques ; feuilles spécialement formulées pour les boîtiers médicaux stérilisables ou les applications ignifuges. Les feuilles jumelées peuvent également utiliser des feuilles dissemblables pour combiner la rigidité et la finition de surface.
Conseils en matière de conception et de fabrication (approfondis, pratiques - ce qui échappe souvent aux concurrents)
Le taux de tirage au sort d'abord - maintenir des rapports profondeur/largeur modestes (idéalement proches de 1:1, éviter les extrêmes). Si vous avez besoin de poches profondes, utilisez des aides à la prise ou divisez la pièce.
L'importance des angles d'attaque - Les parois verticales ont généralement besoin d'un tirage de 3° à 5° (plus pour les moules femelles et les finitions plus rugueuses). Un tirage insuffisant entraîne un collage et des déchirures.
Contrôle des zones de chauffage - utiliser un chauffage IR par zones pour obtenir une température uniforme ; sinon, vous obtiendrez des taches fines et une formation incohérente. Envisagez d'utiliser des pyromètres IR sans contact pour le contrôle de qualité.
Plan pour les découpes et les rebuts - le thermoformage génère des déchets de coupe ; concevez l'imbrication pour réduire les déchets et qualifiez les voies de recyclage pour les chutes (de nombreuses entreprises de thermoformage renvoient les déchets de coupe dans le broyage en circuit fermé).
Finition de la surface - moule d'abord - si la surface cosmétique est importante, la finition du moule doit être correcte (niveaux de polissage SPI, textures) - le plastique formé reflétera l'outil. Le formage sous pression transfère les détails bien mieux que le formage sous vide.
Feuille jumelée pour la structure - si vous avez besoin d'une résistance en creux, de nervures intégrées ou de cavités scellées sans assemblage, la tôle jumelée surpasse souvent l'assemblage en plusieurs parties en termes de poids et de coût pour des volumes moyens.
Les pièges les plus courants (et comment les éviter)
Concevoir en pensant aux moules à injection (nervures serrées, bossages minuscules, angles internes aigus) - au lieu de cela, élargir les caractéristiques, ajouter des dépouilles et des rayons, et accepter la variabilité de l'épaisseur de la paroi.
S'attendre à ce que le formage sous vide reproduise des textures fines - utiliser le formage sous pression lorsque vous avez besoin de textures ou d'optiques nettes.
Sous-estimation de la durée de vie de l'outillage - les moules en bois/époxy sont bon marché mais s'usent ; prévoir un budget de remplacement ou de mise à niveau en cas d'augmentation des volumes.
Conclusion - que choisir ?
Prototype et faible volume, grandes pièces, cosmétique simple → Formage sous vide.
Volumes moyens + haute qualité de surface + textures détaillées → Formation sous pression.
Pièces structurelles creuses ou emballages très spécifiques à haut débit → Thermoformage double feuille ou rotatif. La flexibilité du thermoformage, son coût d'outillage inférieur et les options de matériaux en font une excellente alternative au moulage par injection lorsque les volumes, l'esthétique et les besoins structurels sont correctement équilibrés. Utilisez la liste de contrôle DFM ci-dessus (rapport d'étirage, tirage, contrôle du chauffage, choix de l'outillage) pour obtenir des devis qui reflètent une véritable manufacturabilité.
Liste de contrôle pratique d'une page à apporter aux citations
Dimensions finales de la pièce et tolérance cible
Matériel (marque/grade) et nécessité d'une PCR/grade alimentaire
Opérations secondaires nécessaires (découpe, CNC, impression, soudure) Apportez ces éléments et demandez aux fournisseurs de vous faire un devis : (a) l'outillage du prototype (bois/époxy), (b) l'outillage de production en aluminium, et (c) le coût par pièce pour des volumes de 1k / 5k / 20k afin d'amortir les choix d'outillage.
Parlez à nos experts maintenant
Si vous le souhaitez, nous pouvons le faire :
examiner un modèle CAO avec des contrôles DFM pour le thermoformage,
suggérer des qualités de matériaux (y compris des options PCR/PET pour les emballages recyclables), et
fournir une comparaison des coûts selon trois scénarios (prototype rapide, formage sous pression à mi-parcours, feuille double pour la structure).
Parlez à nos experts maintenant - Fournissez des empreintes de pièces ou un fichier STEP et nous exécuterons la liste de contrôle DFM et vous indiquerons les étapes pratiques à suivre.
Merveilleux ! Partagez cette nouvelle :
Si ce guide vous a aidé, n'hésitez pas à le partager : LinkedIn pour les pairs de l'industrie, les équipes de produits ou votre responsable des achats. Vous souhaitez que ce guide soit réécrit sous la forme d'un PDF d'une page ou d'un jeu de diapositives pour les présentations aux clients ? Dites-le moi et je le convertirai avec des diapositives ciblées (outillage, coûts, liste de contrôle DFM, exemples de cas).
TKP Plastic est le premier fournisseur chinois de solutions de formage sous vide. Nous nous définissons par notre engagement en faveur de l'innovation, d'une qualité sans compromis et d'une satisfaction totale du client. Notre expertise nous permet de réaliser des projets qui excellent en termes de rentabilité, de conception complexe et de fabrication durable. Associez-vous à TKP pour donner vie à votre vision avec précision et fiabilité.