Fale com o nosso engenheiro, obtenha uma solução em 20 minutos
Os nossos engenheiros são especialistas em produtos de moldagem a vácuo, pode informá-los de quaisquer requisitos e exigências específicas, então eles trabalham a solução mais rapidamente e enviam-na de volta gratuitamente.
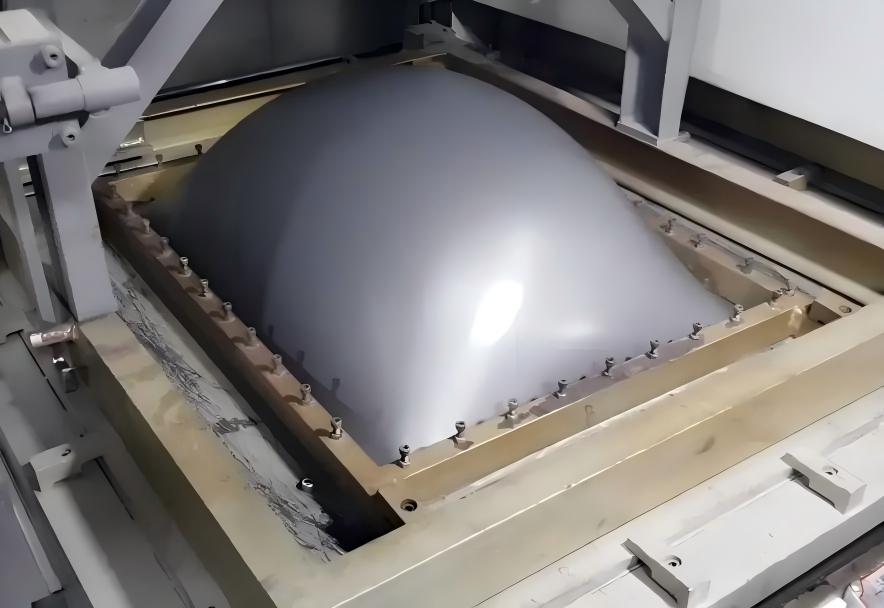
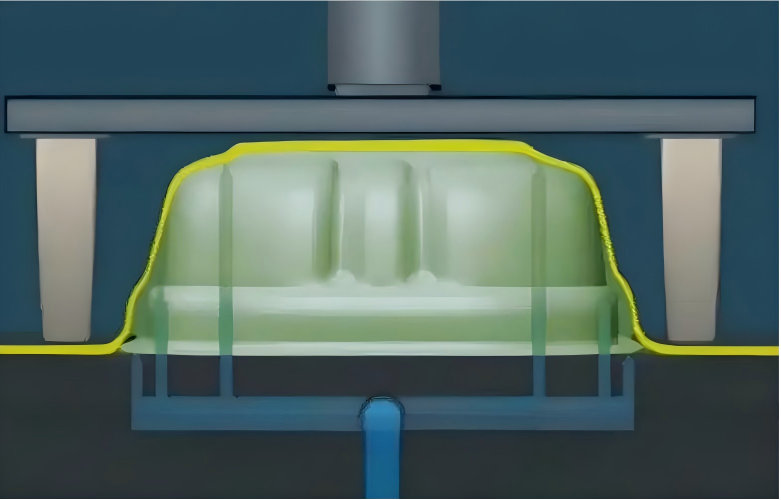
Breve introdução A moldagem por vácuo é enganadoramente simples: aquecer uma folha de plástico até ficar macia, puxá-la sobre um molde e utilizar um vácuo para fazer com que a folha abrace a forma. O que soa a “calor e sucção” dá às equipas uma poderosa mistura de velocidade, escala e flexibilidade - se se conceber em torno do processo. A seguir, apresento-lhe as verdadeiras vantagens e desvantagens, como decidir se é a ferramenta certa para o seu projeto e conselhos práticos de nível de engenheiro (incluindo modos de falha, atenuação e fluxos de trabalho híbridos mais recentes que muitos guias ignoram).
Porque é que a moldagem por vácuo é tão utilizada (e quando é que se destaca)
A conformação a vácuo é popular porque vence quando o tempo para a primeira peça, o tamanho grande da peça e o baixo custo inicial das ferramentas são importantes:
Velocidade do protótipo - é possível passar do CAD para uma peça de trabalho em dias, utilizando madeira, alumínio ou mesmo moldes impressos em 3D. Este ciclo curto muda a forma como as equipas iteram.
Perfil de custos que favorece peças grandes e pouco profundas - Os invólucros e tabuleiros de grandes dimensões são frequentemente mais baratos de produzir com chapa perfilada do que por moldagem por injeção, uma vez que as ferramentas para injeção se tornam muito caras à medida que o tamanho da peça aumenta.
Flexibilidade dos materiais - Os polímeros normalmente formados incluem ABS, HIPS, PETG, PVC, PC e PP; pode escolher clareza, classificação de chama ou resistência ao impacto para corresponder à função do produto.
Quando escolher a moldagem a vácuo rápida: precisa de um protótipo rápido, a peça é grande/relativamente pouco profunda e as tolerâncias são moderadas (não ±0,1 mm em caraterísticas minúsculas).
Quais são as vantagens reais?
Baixo custo inicial de ferramentas - Os moldes podem ser simples matrizes de madeira, alumínio maquinado para tiragens mais longas ou acessórios impressos em 3D SLA/FDM para uma rápida entrega. Isto mantém o capital inicial baixo.
Loops de iteração rápida - ferramentas mais baratas e mais rápidas = mais iterações de design antes de se comprometer com ferramentas de produção dispendiosas.
Económica para peças grandes - painéis e caixas muito grandes podem ser formados a um custo por peça muito inferior ao da moldagem por injeção para tiragens curtas a médias.
Oportunidades relativamente ecológicas - A sucata de aparas é normalmente recuperável e certas chapas formadas podem incluir conteúdo reciclado; com uma colocação cuidadosa e uma escolha cuidadosa do material, os resíduos e a energia por peça podem ser reduzidos. (Mais abaixo.)
Acabamentos acessíveis - moldes texturizados ou lixagem/polimento de moldes podem proporcionar uma vasta gama de acabamentos de superfície sem processos secundários complexos.
Quais são as desvantagens práticas?
Limitações de pormenor e de corte inferior - a moldagem por vácuo tem dificuldade em reproduzir cortes profundos ou caraterísticas muito finas e nítidas. Se necessitar de micro-texturas nítidas ou de ganchos internos complexos, é normalmente necessário recorrer à moldagem por pressão ou à moldagem por injeção.
Variabilidade da espessura da parede - à medida que a folha se estica sobre o molde, as secções finas tornam-se mais finas. Os requisitos críticos de finura ou de secção uniforme requerem um design especial ou moldagem por pressão.
As tolerâncias mais apertadas são dispendiosas - Manter um controlo dimensional rigoroso ou ±0,5 mm em pequenas caraterísticas é muitas vezes impraticável sem ferramentas e controlo de processo mais avançados.
Pós-processamento - peças cortadas, inserções, colagem secundária ou instalação de fixadores acrescentam trabalho e custos que devem ser incluídos nos orçamentos.
Sensibilidade dos materiais e do processamento - As janelas de temperatura de formação, a uniformidade do aquecimento e a perícia do operador afectam a qualidade da peça final; alguns polímeros requerem um controlo térmico preciso. (Ver números práticos abaixo).
Números e diretrizes reais e práticos (utilização em revisões de conceção)
Ângulos do projeto: Mínimo de 3°-5° nas faces verticais para reduzir o rasgamento e facilitar a libertação. Um maior calado facilita o corte.
Espessuras de chapa típicas: 0,5 mm - 6 mm para moldagem por vácuo hobby/industrial; as bandas de produção comuns são 0,75-3 mm para peças de consumo e 3-6 mm para painéis pesados.
Regra geral do calor/tempo: o tempo de formação varia consoante o material e a espessura - por exemplo, a Toolcraft apresenta uma lista de tempos de aquecimento típicos que aumentam com a espessura e o tipo de termoplástico (o ABS e o PC demoram mais tempo do que o PETG ou o HIPS). Utilize as tabelas dos fornecedores durante a preparação.
Quando preferir a formação de pressão: A conformação por pressão utiliza pressão positiva para além do vácuo e transfere melhor os detalhes do molde. A moldagem por pressão utiliza pressão positiva para além do vácuo e transfere melhor os detalhes do molde.
Lista de verificação da conceção para a formação de vácuo (DfVF) - o que fazer antes de a citação do protótipo
Evitar cantos internos afiados; preferir raios de 0,8-2 mm, consoante a escala.
Limite os desenhos profundos; se uma caraterística for mais profunda do que ~2× a dimensão lateral mais pequena, parta a peça em várias partes.
Utilizar secções de parede uniformes onde é necessária resistência - distribuir uniformemente as tensões.
Acrescente ângulos de inclinação generosos (3°-5°+) e considere antecipadamente as linhas de separação e a margem de corte.
Conceber saliências e elementos de aparafusamento para inserções (termoendurecidas, ultra-sónicas) em vez de formar saliências finas e precisas apenas a partir da chapa.
Modos de falha, porque ocorrem e como corrigi-los (lista de verificação do engenheiro)
Bolhas ou borbulhas - causada por sobreaquecimento, humidade retida ou contaminantes. Corrigir secando as folhas, baixando as temperaturas do aquecedor ou melhorando o percurso do vácuo.
Rugas à volta de desenhos profundos - reduzir a profundidade de estiragem, adicionar padrões de pré-aquecimento ou utilizar tampões/ferramentas auxiliares para controlar o fluxo de material.
Manchas finas ou rasgões nos cantos - adicionar raios maiores, utilizar uma folha mais espessa ou dividir a geometria em várias ferramentas.
Má replicação da superfície - polir ou texturizar o molde, ou passar para a moldagem por pressão quando necessitar de uma transferência quase espelhada.
As actualizações modernas que os concorrentes frequentemente não fazem
1) Moldes impressos em 3D como estratégia padrão de literacia rápida
Os moldes SLA ou FDM de alta qualidade permitem às equipas experimentar texturas e geometrias de superfície complexas sem trabalho CNC dispendioso. Faça o pós-processamento da impressão (lixagem, selagem) e obterá moldes cosmeticamente úteis em dias. Este é o “melhor dos dois mundos” pragmático para protótipos e pequenas séries.
2) Conteúdo reciclado e estratégias de recuperação
A termoformagem presta-se à recuperação de desperdícios de aparas e à retificação de certos retalhos para reutilização em aplicações não críticas. Alguns fornecedores oferecem agora folhas com conteúdo reciclado certificado; a combinação de estratégias de encaixe com circuitos de recuperação reduz significativamente o impacto do início ao fim do processo. Se a sustentabilidade faz parte da história do seu produto, quantifique o % recuperado e a reciclabilidade no fim da vida útil nas especificações.
3) Produção híbrida: enformação sob vácuo + operações CNC/inserção
Forme o invólucro principal com a enformação a vácuo e, em seguida, corte e encaixe CNC de suportes fresados ou inserções metálicas onde a rigidez estrutural é necessária. Este percurso híbrido proporciona a velocidade da chapa enformada e a precisão estrutural do CNC.
Fluxo de decisão rápido - a formação de vácuo é adequada para seu parte?
Responder a estas perguntas:
A peça é grande e maioritariamente pouco profunda? → favorecida a formação de vácuo.
Necessita de caraterísticas muito finas ou de pequenas tolerâncias apertadas? → considere a moldagem por pressão ou a moldagem por injeção.
Os volumes são baixos a médios (protótipos → milhares)? → a moldagem por vácuo é frequentemente mais barata. Para dezenas de milhares, executar modelos de custo unitário versus injeção.
É necessário conteúdo reciclado ou possibilidade de recuperação? → discutir as opções de folhas com os fornecedores; a moldagem por vácuo pode integrar fluxos de materiais recuperados, se planeado.
Breve esboço de caso (exemplo realista e prático)
Imagine um tampo de quiosque de venda a retalho de 600 × 400 mm com rascunhos moderados, um bolso e duas saliências de montagem. As ferramentas de injeção para este tamanho são extremamente caras; a moldagem a vácuo (folha de ABS de 3 mm num molde macho maquinado, aparado e equipado com inserções termoendurecidas) será normalmente mais rápida e menos dispendiosa para tiragens inferiores a vários milhares de unidades. Se necessitar de logótipos brilhantes e microtexturizados transferidos com precisão, passe para a moldagem por pressão ou utilize um molde de alumínio texturizado. (Este é o compromisso padrão que as equipas enfrentam no planeamento da produção).
A TKP Plastic é o principal fornecedor de soluções de moldagem a vácuo da China. Definimo-nos pelo nosso compromisso com a inovação, qualidade sem compromissos e satisfação total do cliente. A nossa experiência permite-nos entregar projectos que se destacam em termos de rentabilidade, design complexo e fabrico sustentável. Faça parceria com a TKP para dar vida à sua visão com precisão e fiabilidade.