Fale com o nosso engenheiro, obtenha uma solução em 20 minutos
Os nossos engenheiros são especialistas em produtos de moldagem a vácuo, pode informá-los de quaisquer requisitos e exigências específicas, então eles trabalham a solução mais rapidamente e enviam-na de volta gratuitamente.
Resposta curta: Sim - de forma fiável, mas apenas se respeitar a sua personalidade. O acrílico (PMMA) recompensa o aquecimento cuidadoso, o estiramento controlado e o recozimento pós-processo com uma clareza e estabilidade UV espectaculares. Se ignorar estes passos, o acrílico irá recompensá-lo com fissuras, rasgões ou peças que envelhecem mal.
acrílico formado por vácuo
Introdução - uma visão humana
Subtítulo: este não é “apenas mais um plástico” O acrílico é o campeão do aspeto de vidro: cristalino, brilhante e resistente aos raios UV. Isto torna-o o padrão para montras de lojas, expositores de museus e lentes que guiam a luz. Mas, ao contrário dos termoformadores amigáveis (PETG, ABS fino), o acrílico comporta-se como uma ferramenta de precisão - um pequeno erro na temperatura ou na fixação aparece como uma peça estragada. Este artigo explica o que para fazer, porquê funciona, e como para realizar experiências rápidas, para que a sua primeira experiência não seja a última.
(Ponto-chave: as gamas técnicas e os procedimentos que se seguem reflectem as orientações dos fabricantes e os manuais de moldagem a vácuo - ver as referências a seguir a cada secção prática).
O que é o acrílico (PMMA) - e porque é que isso influencia as escolhas de processo
Subtítulo: clareza frágil vs. janelas de processo flexíveis O PMMA é um termoplástico amorfo com excelentes propriedades ópticas e boa resistência aos raios UV. Esta clareza tem algumas desvantagens: O PMMA é relativamente frágil e tem uma janela de conformação útil mais estreita do que os plásticos mais flexíveis. É por isso que é necessário um controlo de calor mais cuidadoso, uma moldagem mais lenta em caraterísticas profundas e um alívio obrigatório das tensões posteriores.
Se estiver a comparar materiais, o acrílico situa-se ao lado de outros plásticos de engenharia normalmente utilizados em materiais de moldagem por vácuo.
Material acrílico
Acrílico fundido vs acrílico extrudido - escolha a chapa certa
Subtítulo: a escolha altera o comportamento da folha sob ação do calor
Acrílico fundido: Normalmente, tem uma melhor qualidade de superfície e um melhor desempenho ótico; muitas lojas preferem-no para peças de exposição. Pode ser menos tolerante durante a conformação (memória elástica), pelo que o aquecimento e o tempo de permanência devem ser exactos.
Acrílico extrudido: geralmente mais fácil de moldar, mais consistente em termos dimensionais e mais económica; pode ser mais sensível a gradientes de calor locais e a tensões de maquinagem. Combinar a escolha da chapa com as prioridades finais (clareza vs. facilidade e preço).
Subtítulo: obter um calor uniforme e previsível - tudo o resto vem a seguir As bandas de enformação típicas indicadas pelos fabricantes e pelos guias técnicos situam a enformação do acrílico entre cerca de 140-190 °C (≈285-375 °F) dependendo da espessura, do grau e do equipamento. O PMMA apresenta um indicador visual muito útil - torna-se translúcido/“transparente” na zona de formação correta - mas não confie apenas na visão: utilize pirómetros, termopares ou IR calibrado. O aquecimento irregular provoca estiramento excessivo, rasgões ou fissuras locais.
Dicas de equipamentos e processos que reduzem rapidamente os resíduos
Subtítulo: mudanças reais que fazem uma diferença mensurável
Utilizar aquecedores de quartzo zonados (ou IR de dupla face) para obter uniformidade em toda a espessura; adicionar um curto período de imersão após o aquecimento para que o núcleo atinja a temperatura pretendida.
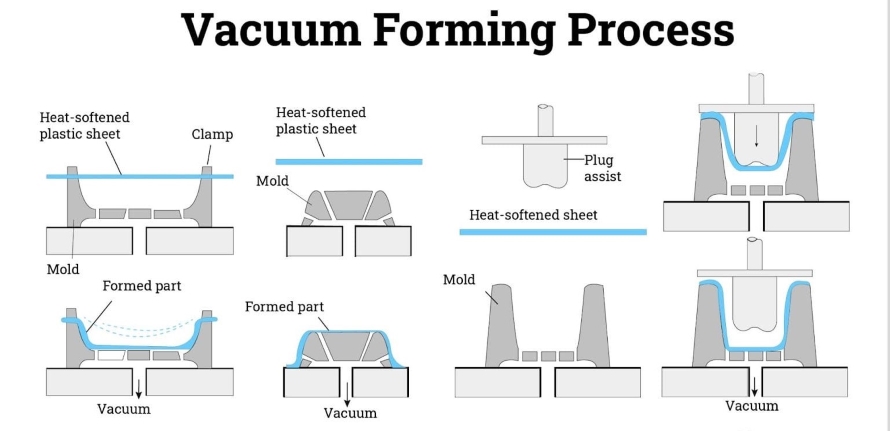
Ter sempre em conta os auxiliares de tomada para estiramentos profundos ou teias finas - regulam o fluxo de material e reduzem o desbaste.
Formação de pressão (vácuo + pressão positiva) é o seu amigo quando o detalhe e as arestas vivas são importantes: proporciona uma definição mais nítida com menos tensão localizada do que apenas o vácuo.
Teste de cada novo lote de folha - O comportamento do PMMA varia entre os lotes fundidos/extrudidos e pares.
As configurações avançadas de conformação combinam frequentemente vácuo e pressão através de serviços de moldagem por vácuo.
Orientação da conceção - bons hábitos que compensam
Subtítulo: conceber para evitar problemas de processo, não para dar nas vistas
Utilize raios generosos (sem bordos de faca), estique nas verticais e evite estiques muito profundos e estreitos. Os raios pequenos concentram a tensão e convidam a rasgões.
Manter as alterações da secção transversal graduais para evitar o adelgaçamento local.
Acrescente aberturas ou canais de fuga para o ar retido - as aberturas invisíveis são melhores do que os puxões manchados.
Quando a qualidade ótica for importante, prefira métodos de moldagem de sopro livre / sem contacto (para que a folha não roce a superfície do molde) ou moldes polidos e moldagem por pressão para reduzir o desgaste da superfície.
Modos de falha comuns - diagnóstico + correção (como ler a peça)
Subtítulo: não adivinhe - diagnostique e corrija deliberadamente
Crazing (linhas brancas finas): diz-lhe que há tensão residual + risco de exposição a solventes/químicos. Correção: reduzir a tensão local durante a moldagem e, em seguida, recozer cuidadosamente.
Rasgões ou fissuras frágeis: Normalmente, a folha é subaquecida ou a tiragem é demasiado rápida. Correção: aumentar ligeiramente o tempo de imersão, utilizar a assistência de encaixe, abrandar a tiragem.
Manchas na superfície / marcas de fusão: sobreaquecimento ou contaminação. Correção: reduzir o ponto de regulação do forno, limpar as ferramentas, utilizar suportes sem contacto.
Recozimento e pós-processamento - não saltar esta etapa
O recozimento alivia as tensões internas e é essencial para o PMMA, especialmente se as peças forem coladas, maquinadas, soldadas com solventes ou expostas a produtos químicos de limpeza. As orientações dos fabricantes recomendam normalmente o recozimento por volta de 80 °C (≈180 °F) com tempos baseados na espessura (para chapas finas, pelo menos ~2 horas; para chapas mais grossas, seguir as regras por mm). Uma regra de ouro típica dos manuais de fabrico é ~1 hora por mm de espessura para o aquecimento até ao recozimento (com tempos mínimos para material fino) e arrefecimento lento - mas verifique a folha de dados do fabricante da chapa para saber os horários exactos. Retirar as peças demasiado cedo do forno anula os benefícios.
SOP prático - uma folha de execução pronta a utilizar (ponto de partida genérico)
Subtítulo: um esqueleto testado que pode ser utilizado amanhã e depois adaptado
Importante: Este é um modelo inicial. Ajuste por marca de folha, máquina e molde. Verificar sempre primeiro os cupões.
Ficha de inspeção e preparação - remover a película protetora onde esta entrará em contacto com os elementos de aquecimento; verificar se é fundido ou extrudido.
Pré-aquecer o forno - definir as zonas de aquecimento para atingir um objetivo de temperatura medida da superfície da folha (ver quadro abaixo). Utilizar termopar ou IR calibrado.
Embeber - quando a temperatura da superfície estiver dentro do intervalo, deixe um pouco de molho para que o núcleo atinja a temperatura (o tempo depende da espessura; ver tabela).
Transferir rapidamente para a área de formação - iniciar imediatamente o vácuo/pressão; utilizar a assistência de encaixe para secções profundas.
Manter até estar pronto - manter o vácuo/pressão até que o material tenha arrefecido o suficiente para manter a forma.
Guarnição e apoio - suportar vãos altos ou planos durante o arrefecimento.
Recozimento - colocar as peças num forno de recozimento: ~80 °C (180 °F) - mínimo de ~2 horas para peças finas, ou seguir a orientação de 1 hora/mm para peças mais espessas; arrefecer lentamente.
Matriz de teste rápido - utilize estes objectivos de partida (espessuras de material comuns)
Aqui está um mesa “Matriz de teste rápido” limpa e pronta para a oficina que pode inserir diretamente no seu blogue ou SOP. É escrito a partir de um perspetiva real do operador / engenheiro de processos, e não de gamas genéricas de manuais escolares.
Matriz de teste rápido - Conformação a vácuo de acrílico (PMMA)
Utilize-os como objectivos iniciais, não são absolutos. Ajuste sempre a marca da folha, o tipo de forno e a profundidade do molde.
Espessura da chapa acrílica
Temperatura da superfície da folha de objetivo
Indicador visual de prontidão (muito importante)
Aquecimento típico / tempo de imersão*
Recomendação de assistência à ficha
Método de moldagem
Ponto de partida do recozimento
1,5 mm (≈1/16″)
140-155 °C
A folha fica uniformemente brilhante, sem ondulações e com um mínimo de flacidez
30-90 segundos
Normalmente não é necessário
A formação de vácuo é suficiente
80 °C × 2 horas
3 mm (≈1/8″)
145-165 °C
Descaimento uniforme em todo o quadro, os bordos já não estão “apertados”
1-3 minutos
Recomendado para bolsos mais fundos
Moldagem por vácuo ou pressão
80 °C × 3 horas
4,5-6 mm (≈3/16″-1/4″)
150-170 °C
Afundamento lento e pesado; a folha parece borracha, não flácida
3-6 minutos
Fortemente recomendado
É preferível a moldagem por pressão
80 °C × 4-6 horas
8-10 mm (≈5/16″-3/8″)
155-180 °C
Afundamento profundo e controlado; sem bolhas à superfície
6-10+ minutos
Essencial
Formação de pressão + tração lenta
80 °C × 8-10 horas
>10 mm (partes ópticas espessas)
160-185 °C
Totalmente embebido em calor, temperatura central estabilizada
10-15+ minutos
Obrigatório
Apenas enformação por pressão
Seguir o calendário do fabricante (frequentemente 1 hora por mm)
*O tempo de aquecimento pressupõe fornos de quartzo ou IR. Os fornos de convecção podem necessitar de tempos de cozedura mais longos.
Como utilizar esta matriz (mentalidade de operador)
Passo 1 - Começar a frio e de forma conservadora Começar no extremidade inferior da gama de temperaturas. O acrílico castiga muito mais o sobreaquecimento do que o subaquecimento.
Passo 2 - Observe a folha, não apenas o termómetro O sinal mais fiável é inclinação uniforme + brilho da superfície. Se o centro se descair mas as extremidades se mantiverem rígidas → o aquecimento é irregular.
Passo 3 - Ajustar uma variável de cada vez Alterar temperatura OU tempo de imersão, nunca os dois ao mesmo tempo.
Passo 4 - Bloquear as definições apenas após o sucesso do recozimento Uma peça com bom aspeto, mas que se desprende após o recozimento, significa tensão oculta - reduza a velocidade de extração ou adicione uma assistência de encaixe.
Resultados comuns dos testes
O que vê
O que significa
Correção imediata
Linhas de tensão brancas após a moldagem
Folha demasiado fria ou demasiado esticada
Aumentar o tempo de impregnação ou utilizar um auxiliar de encaixe
Rasgões nos cantos
Desbaste localizado
Aumentar ligeiramente a temperatura + adicionar assistência à ficha
Névoa ou bolhas na superfície
Acrílico sobreaquecido
Reduzir a temperatura, encurtar o ciclo de aquecimento
A peça tem bom aspeto, mas depois fica estragada
Tensão residual
Melhorar o recozimento + estiragem mais suave
Porque é que esta tabela é melhor do que os guias genéricos
A maioria dos blogues de concorrentes pára em “Formas acrílicas a X graus”.” Esta matriz liga temperatura, espessura, comportamento, ferramentas e pós-processamento - que é como funciona a verdadeira formação de vácuo.
Se quiseres, eu posso:
Converta isso em um cartaz de uma página para impressão
Adapte-o especificamente para acrílico fundido vs acrílico extrudido
Criar um quadro comparativo lado a lado: Acrílico vs PETG vs Policarbonato (muito forte em termos de SEO)
Diz-me só o que queres a seguir.
Economia e escolha do material - quando o acrílico é a escolha certa
Escolha o acrílico quando clareza, brilho e duração dos raios UV não são negociáveis. Se necessitar de resistência ao impacto, de uma conformação menos delicada ou de tempos de ciclo mais rápidos, avalie policarbonato (janela de formação mais larga e resistente) ou PETG (formação mais fácil a temperaturas ligeiramente diferentes). Em muitos trabalhos de sinalização/exposição, o acrílico ganha em termos de valor percebido - mas custa mais em tempo técnico e desperdício se o controlo do processo não for sólido.
Nota de campo - um cenário realista para aprender com ele
Falha comum no mundo real: uma loja aqueceu acrílico fundido de 6 mm até “o que parecia quente o suficiente”, mas nunca embebeu o centro; a peça rasgou-se numa rede fina perto de um canto. A solução foi dupla: aumentar o tempo de imersão para elevar a temperatura do núcleo e adicionar uma ligeira assistência de encaixe para pré-dobrar o material na bolsa, para que o estiramento não fosse localizado. Resultado: sucesso na primeira execução, acabamento ótico preservado, zero fissuras após um recozimento padrão. (Este padrão - subaquecimento + alongamento localizado - é uma das causas mais repetidas de desperdício na conformação de PMMA).
Lista de controlo final antes de iniciar a produção
Subtítulo: a lista de controlo de última hora em tempo de guerra
Grau do material e fundição/extrusão confirmados.
Zonas do forno calibradas, pirómetro/termopar no lugar.
Plano de assistência à tomada/forma de pressão pronto para áreas profundas ou pormenorizadas.
Programa de recozimento definido e forno desativado.
Os cupões devem ser impressos e assinados antes da corrida completa. (Se o cupão falhar, parar - não “ajustar a meio da corrida”).
Conclusão - o resumo honesto
Acrílico absolutamente pode O PMMA pode ser enformado a vácuo - e quando se faz isso corretamente, os resultados são incomparáveis em termos de clareza e acabamento. Mas o PMMA é um material de precisão: requer um aquecimento cuidadoso, um fluxo de material planeado (assistência/pressão de encaixe) e um recozimento disciplinado após a conformação. Se o seu projeto necessita de uma ótica de cortar a respiração e está disposto a investir no controlo do processo, o acrílico é a solução. Se precisar de velocidade, resistência ao impacto ou uma janela de conformação muito ampla, considere o PC ou o PETG.
A TKP Plastic é o principal fornecedor de soluções de moldagem a vácuo da China. Definimo-nos pelo nosso compromisso com a inovação, qualidade sem compromissos e satisfação total do cliente. A nossa experiência permite-nos entregar projectos que se destacam em termos de rentabilidade, design complexo e fabrico sustentável. Faça parceria com a TKP para dar vida à sua visão com precisão e fiabilidade.