Fale com o nosso engenheiro, obtenha uma solução em 20 minutos
Os nossos engenheiros são especialistas em produtos de moldagem a vácuo, pode informá-los de quaisquer requisitos e exigências específicas, então eles trabalham a solução mais rapidamente e enviam-na de volta gratuitamente.
Termoformagem vs. Formação de vácuo: Quais são as diferenças?
Índice
A termoformagem, a moldagem por vácuo e a moldagem por pressão vivem na mesma família, mas desempenham papéis diferentes no chão de fábrica. Este guia percorre cada processo passo a passo, mostra onde brilham (e onde não brilham) e acrescenta conselhos práticos e de design que não pode obter numa comparação superficial - incluindo realidades de ferramentas, comportamento de materiais, regras DFM, compromissos de sustentabilidade e quando escolher variantes de folha dupla ou rotativa para peças estruturais. Também irei apontar os erros comuns que os engenheiros cometem quando mudam um projeto de moldagem por injeção para termoformagem e darei regras rápidas que pode utilizar em orçamentos ou estimativas de custos iniciais. Para um contexto de produção no mundo real, estes processos são amplamente aplicados em projectos personalizados geridos por termoformadores profissionais, tais como Melhor moldagem por vácuo.
Termoformagem vs Vacuum Forming - introdução rápida
Versão resumida: formação de vácuo é um tipo de termoformagem. A termoformagem é o guarda-chuva: aquecer uma folha termoplástica, formá-la sobre/em um molde e arrefecer. Dentro desse guarda-chuva, é comum ver formação de vácuo (utilizar a sucção para puxar a folha para o molde), moldagem por pressão (utilizar ar pressurizado + vácuo para um maior detalhe), e folha dupla / rotativo / billow variantes para tipos específicos de peças. Pense na moldagem a vácuo como a opção de baixo custo, rápida e de peças grandes; a moldagem por pressão como o método de termoformagem de maior fidelidade; e a folha dupla/rotativa como ramos especializados para peças ocas ou muito rápidas.
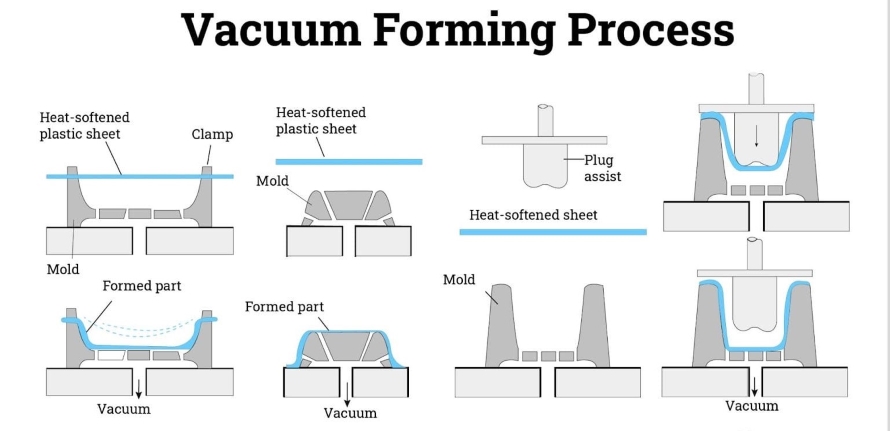
O que é a formação de vácuo?
A moldagem por vácuo aquece uma folha termoplástica até ficar maleável, coloca-a sobre (ou dentro de) um molde de uma face e, em seguida, remove o ar por baixo da folha com um vácuo, de modo a que a pressão atmosférica force o plástico a conformar-se. Após o arrefecimento, a pele formada é cortada e acabada. É um método simples e robusto, ideal para peças grandes e detalhes delicados (cantos arredondados, faces lisas) - exemplos: tabuleiros, expositores de pontos de venda, revestimentos de electrodomésticos e alguns tabuleiros médicos. Uma vez que as ferramentas podem ser de madeira, epóxi ou alumínio, a moldagem a vácuo é popular para prototipagem e produção baixa a média, especialmente em áreas dedicadas a este tipo de produção. serviços de moldagem por vácuo suportando aplicações de calibre fino e grosso.
O que é a conformação por pressão?
A enformação por pressão baseia-se na enformação por vácuo, acrescentando pressão de ar positiva no lado sem molde, enquanto se utiliza vácuo ou fixação no lado do molde. A pressão adicional força a folha amolecida a entrar firmemente nas cavidades do molde, melhorando significativamente a replicação da superfície, as caraterísticas mais nítidas e a definição dos bordos - fechando a lacuna em relação à estética moldada por injeção. Custa mais (ferramentas mais robustas, grampos e sistemas de pressão mais complexos), mas é a solução ideal quando os cosméticos e as texturas finas são importantes (molduras de automóveis, caixas de alta qualidade, fachadas de retalho), particularmente em aplicações exigentes aplicações automóveis.
O que é a termoformagem?
A termoformagem (termo genérico) é o processo geral de aquecimento, formação e arrefecimento de uma folha termoplástica. Inclui métodos de folha única (moldagem por vácuo e pressão), lençol duplo (duas folhas formadas e fundidas para fazer peças estruturais ocas) e termoformagem contínua/rotativa para um rendimento muito elevado. A termoformagem é utilizada em todas as indústrias, desde as embalagens aos interiores de automóveis e aos invólucros de dispositivos médicos, sendo a escolha do material muitas vezes orientada pelas necessidades de desempenho delineadas por profissionais guias de materiais. Os principais pontos de controlo são a uniformidade do aquecimento, a temperatura da peça em bruto, a velocidade de conformação e o arrefecimento da peça - estes determinam a distribuição da espessura da parede, a clareza ótica e a estabilidade dimensional.
O que é a termoformagem
Quais são as diferenças entre a formação a vácuo, a formação por pressão e a termoformagem?
Processo - passo a passo (o que acontece de facto)
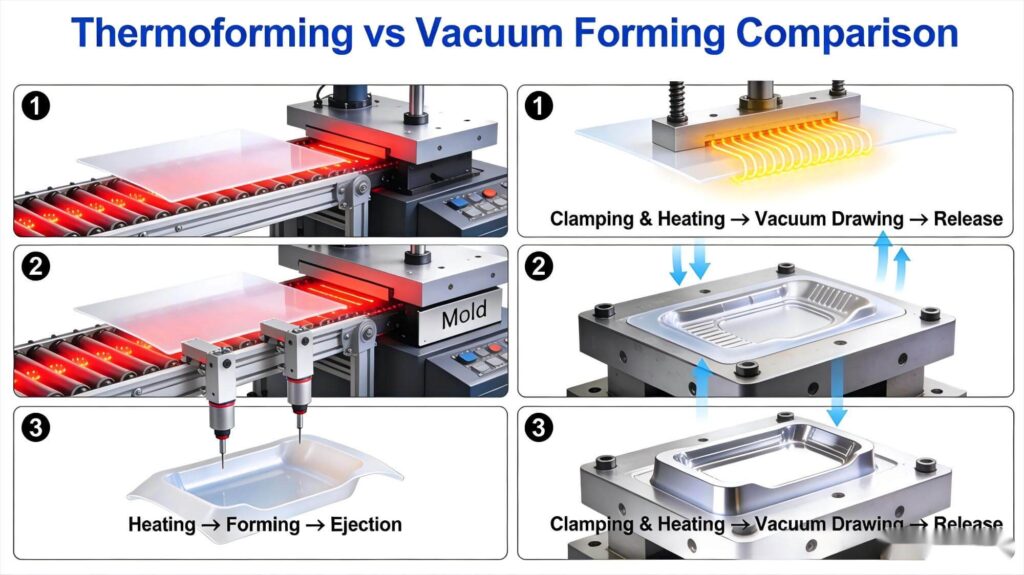
O que é o processo de moldagem a vácuo?
Fixar uma folha termoplástica no quadro.
Aquecer (normalmente zonas radiantes IR) até a folha atingir a temperatura de formação.
Baixe a estrutura sobre um molde de uma face e faça vácuo para puxar a folha para o molde.
Manter até arrefecer o suficiente para manter a forma.
Desmoldagem e remoção de aparas/excessos.
processo de formação de vácuo
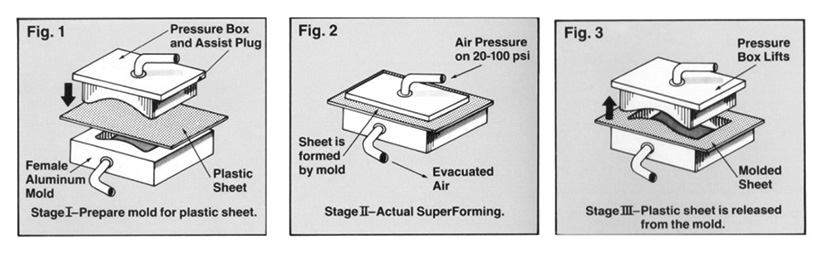
O que é o processo de moldagem por pressão?
Os mesmos passos iniciais que a moldagem por vácuo, mas antes ou durante o contacto com o molde, aplicar ar pressurizado no lado sem molde (por vezes após a extração inicial do vácuo). Este ar força o material a entrar nos pormenores mais finos do molde e permite uma reprodução mais rigorosa das texturas e das caraterísticas mais nítidas. As máquinas incluem pinças mais fortes, câmaras de pressão e um melhor controlo do aquecimento para garantir propriedades uniformes do material.
Processo de conformação por pressão
O que é o processo de termoformagem?
“A ”termoformagem" descreve a sequência geral - aquecimento, formação (vácuo, pressão ou outro), arrefecimento, corte - mais variantes (folha dupla, billow, plug assist, rotativo). Verá assistências de encaixe utilizadas para controlar o fluxo de material para estampagens profundas, conformação em arco para controlar a distribuição da espessura e folha dupla, em que dois moldes combinados são formados e depois pressionados em conjunto para criar peças ocas, normalmente vistas em peças personalizadas fabrico de produtos de plástico.
Ferramentas de molde - custo, material, acabamento e ciclo de vida
Ferramentas de molde utilizadas na formação de vácuo
Opções comuns: madeira, epóxi/composto, Alumínio maquinado por CNC. A madeira é rápida/barata para protótipos; o alumínio (sólido ou fundido) é o cavalo de batalha para volumes médios-altos e proporciona um arrefecimento repetível e um acabamento superficial fino. Prevê prazos de entrega mais curtos e custos mais baixos do que os moldes de injeção. Planear o acabamento da superfície do molde para corresponder ao acabamento cosmético desejado (lixado/pintado para o protótipo, maquinado/texturizado para a produção).
Ferramentas de molde utilizadas na moldagem por pressão
Porque a moldagem por pressão aplica forças mais elevadas, os moldes devem ser mais rígidos e com acabamento mais fino - normalmente alumínio CNC com possível arrefecimento a água ou múltiplas inserções. As tolerâncias das ferramentas são mais apertadas e a transferência da textura da superfície é mais literal, pelo que a preparação do molde e o polimento são mais importantes. Prevê-se um custo de ferramentas mais elevado do que o da moldagem por vácuo (mas ainda assim bastante inferior ao das ferramentas de injeção de aço de alta qualidade).
Ferramentas de molde utilizadas na termoformagem (folha dupla, rotativa)
A termoformagem de folha dupla requer ferramentas de topo/fundo combinadas e um alinhamento exato; a termoformagem rotativa utiliza moldes cilíndricos e é de capital intensivo, mas excelente para linhas de embalagem contínuas de alta velocidade.
Aplicação - onde cada método se adapta melhor
Aplicações da enformação a vácuo
Painéis de grandes dimensões, tabuleiros, acessórios para automóveis, embalagens clamshells, expositores POS, revestimentos para electrodomésticos, caixas de baixo custo. Quando necessita de peças grandes e rápidas com requisitos cosméticos modestos, a enformação a vácuo é excelente - incluindo calibre fino e calibre grosso produção.
Caixas de tejadilho para automóveis
Aplicações da enformação sob pressão
Componentes de elevada cosmética: molduras de instrumentos, placas frontais de eletrónica de consumo, guarnições interiores de automóveis e outras peças em que os detalhes da superfície, a nitidez e a replicação da textura são vitais. É uma forte alternativa à moldagem por injeção quando os volumes são médios e a fidelidade da superfície é importante.
Aplicações da termoformagem
Vasta: desde embalagens descartáveis finas (tabuleiros PET) a componentes estruturais de folha dupla (paletes ocas, condutas) e peças de consumo de média dimensão (frigoríficos, painéis de instrumentos). A flexibilidade da termoformagem torna-a a primeira escolha para a criação de protótipos através de muitos volumes de produção.
Vantagens - os verdadeiros pontos fortes
Vantagens da moldagem por vácuo
Baixo custo de ferramentas e prazos de entrega curtos.
Bom para peças grandes que seriam caras na moldagem por injeção.
Máquinas simples, fáceis de dimensionar para pequenas séries.
Vantagens da enformação por pressão
Maior fidelidade da superfície e capacidade de captar texturas finas.
Melhor definição dos bordos e redução da formação de teias/rugas em comparação com a moldagem por vácuo.
Pode aproximar-se do aspeto moldado por injeção para cosméticos.
Vantagens da termoformagem (guarda-chuva)
Variedade de materiais e opções de reciclagem; ferramentas económicas para muitos casos de utilização; iteração rápida. A chapa dupla permite a produção de peças ocas estruturais sem montagem secundária; os sistemas rotativos permitem um rendimento muito elevado para a embalagem.
Desvantagens - os limites realistas
Desvantagens da moldagem por vácuo
Detalhes finos e cortes inferiores limitados; maior dificuldade em manter tolerâncias dimensionais apertadas; pontos mais grossos/mais finos (desbaste) ao desenhar formas profundas.
Desvantagens da enformação sob pressão
Custo mais elevado das ferramentas e da máquina do que a enformação a vácuo; ciclo/configuração ligeiramente mais longo; ainda não é tão bom como a moldagem por injeção para peças complexas com múltiplas caraterísticas e tolerância apertada.
Desvantagens da termoformagem
O desperdício de material resultante do corte (embora as guarnições possam muitas vezes ser recicladas) e as restrições de conceção, como as relações de tração, os ângulos de inclinação e os raios mínimos, devem ser respeitados, caso contrário, haverá rasgões e teias.
Custo - ferramentas, por peça e orientação por volume
As ferramentas para termoformagem são substancialmente inferior do que os moldes de injeção. As ferramentas de termoformagem típicas situam-se normalmente numa gama muito ampla (regra geral: $2k-$30k consoante o material e a complexidade; muitos situam-se entre $4k-$7k para ferramentas de alumínio padrão). As ferramentas de moldagem por vácuo podem ser mais baratas (madeira/epóxi) para protótipos; as ferramentas de moldagem por pressão são mais elevadas devido aos requisitos de rigidez e acabamento. O custo por peça depende do material, do tempo de ciclo, do rendimento de refugo/aparas e das operações de acabamento; aloque o custo das ferramentas ao volume esperado para obter a amortização das ferramentas por peça (exemplo: uma ferramenta $3k em 3.000 peças é $1,00 por peça). Para volumes médios em que as ferramentas de moldagem por injeção são proibitivamente caras, a moldagem por pressão pode ser uma alternativa cosmética atraente.
Prosperidade - tendências do mercado e onde a procura está a crescer
Embalagem sustentável: As termoformas PET com conteúdo PCR estão a acelerar no âmbito da circularidade e dos regulamentos EPR - os tabuleiros termoformados são um alvo privilegiado para a incorporação de conteúdo reciclado.
Bens de consumo estéticos: a moldagem por pressão capta as tendências de acabamento e de textura sem ferramentas de injeção.
Peças estruturais levesA termoformagem de folha dupla substitui as montagens metálicas ou soldadas mais pesadas para caixas e componentes ocos.
Automatização e controlo de qualidade: A deteção por infravermelhos e o aquecimento por zonas permitem uma melhor repetibilidade e um menor desperdício. Estas tendências significam que a termoformagem permanece saudável nos mercados de embalagens, médico, automóvel e de aparelhos.
Material utilizado - plásticos típicos e regras de seleção
Plástico utilizado para moldagem por vácuo
ABS, HIPS (poliestireno de alto impacto), PETG, PVC, acrílico (PMMA) para ótica, policarbonato (quando é necessária resistência ao impacto), polipropileno para peças flexíveis. A escolha depende do impacto, da resistência química, da compatibilidade com a FDA/medicina e da facilidade com que a folha se forma a temperaturas de trabalho.
Eletrónica e aparelhos eléctricos
Plástico utilizado para moldagem por pressão
Polímeros semelhantes aos da enformação por vácuo, mas a enformação por pressão favorece frequentemente os materiais que retêm bem os pormenores (ABS, PETG, alguns tipos de PC e misturas de engenharia). Os materiais amorfos de calibre fino podem proporcionar uma excelente clareza de superfície e transferência de textura.
Plástico utilizado para termoformagem (folha dupla / estrutural)
HDPE e PET para embalagens e tabuleiros recicláveis; ABS e PC para peças estruturais e cosméticas; chapas especialmente formuladas para caixas médicas esterilizáveis ou aplicações retardadoras de chama. A chapa dupla também pode utilizar chapas diferentes para combinar rigidez e acabamento de superfície.
Dicas de design + fabrico (profundas, práticas - coisas que a concorrência muitas vezes não vê)
Rácio de saque primeiro - manter rácios de profundidade:largura modestos (idealmente perto de 1:1, evitar extremos). Se necessitar de bolsas profundas, utilize assistências de encaixe ou divida a peça.
Os ângulos de projeto são importantes - As paredes verticais necessitam normalmente de uma tiragem de 3°-5° (mais para moldes femininos e acabamentos mais ásperos). Uma tiragem insuficiente provoca aderência e rasgões.
Controlar as zonas de aquecimento - utilizar o aquecimento por IV por zonas para obter uma temperatura uniforme; caso contrário, obterá pontos finos e uma formação inconsistente. Considere pirómetros de IV sem contacto para o controlo de qualidade.
Planeamento da guarnição e da sucata - a termoformagem gera desperdícios de aparas; conceber a colocação para reduzir os desperdícios e qualificar as vias de reciclagem das aparas (muitos termoformadores transformam as aparas em reciclagem de ciclo fechado).
Acabamento da superfície - molde primeiro - se a superfície cosmética for importante, o acabamento do molde deve ser correto (níveis de polimento SPI, texturas) - o plástico formado reflectirá a ferramenta. A moldagem por pressão transfere os pormenores muito melhor do que a moldagem por vácuo.
Folha dupla para a estrutura - se necessitar de uma resistência oca, de nervuras integradas ou de cavidades seladas sem montagem, a folha dupla supera frequentemente a montagem em várias partes em termos de peso e de custo para volumes médios.
Armadilhas comuns (e como evitá-las)
Conceber com o pensamento do molde de injeção (nervuras apertadas, saliências minúsculas, cantos internos afiados) - em vez disso, alargar as caraterísticas, adicionar calado e raio e aceitar a variabilidade da espessura da parede.
Esperar que a enformação a vácuo reproduza texturas finas - utilizar a enformação por pressão quando se necessita de texturas ou ópticas nítidas.
Subestimar o tempo de vida útil das ferramentas - os moldes de madeira/epóxi são baratos mas desgastam-se; prever uma substituição ou atualização se os volumes aumentarem.
Conclusão - qual escolher?
Protótipo e baixo volume, peças grandes, cosmética simples → Moldagem por vácuo.
Volumes médios + elevada qualidade de superfície + texturas pormenorizadas → Moldagem por pressão.
Peças estruturais ocas ou embalagens muito específicas de alto rendimento → Termoformagem de folha dupla ou rotativa. A flexibilidade da termoformagem, o menor custo de ferramentas e as opções de materiais fazem dela uma excelente alternativa à moldagem por injeção quando os volumes, a estética e as necessidades estruturais estão corretamente equilibrados. Utilize a lista de verificação DFM acima (rácio de extração, tiragem, controlo de aquecimento, escolha de ferramentas) para obter orçamentos que reflitam a verdadeira capacidade de fabrico.
Lista de controlo prática de uma página para levar para as citações
Dimensões finais da peça e tolerância pretendida
Material (marca/grau) e se é necessário PCR/grau alimentar
Prazo de execução pretendido e iterações previstas
Operações secundárias necessárias (corte, CNC, impressão, soldadura) Apresente estes dados e peça aos fornecedores que apresentem orçamentos: (a) ferramentas de protótipo (madeira/epóxi), (b) ferramentas de produção em alumínio e (c) custo por peça em volumes de 1k / 5k / 20k para que possa amortizar as escolhas de ferramentas.
Fale com os nossos especialistas agora
Se quiseres, podemos fazê-lo:
rever um modelo CAD com verificações DFM de termoformagem,
sugerir tipos de materiais (incluindo opções PCR/PET para embalagens recicláveis), e
fornecer uma comparação de custos em três cenários (protótipo rápido, moldagem por pressão a meio da produção, chapa dupla para estruturas).
Falar com os nossos especialistas agora - Forneça as impressões das peças ou um ficheiro STEP e nós faremos a lista de verificação DFM e daremos os próximos passos práticos.
Maravilhoso! Partilhar esta notícia:
Se este guia o ajudou, partilhe-o - pequenos favoritos: LinkedIn para colegas do sector, equipas de produtos ou para o seu chefe de compras. Quer que isto seja reescrito como um PDF de uma página ou um conjunto de diapositivos para apresentações a clientes? Diga a palavra e eu converto-o com slides de foco (ferramentas, custos, lista de verificação DFM, exemplos de casos).
A TKP Plastic é o principal fornecedor de soluções de moldagem a vácuo da China. Definimo-nos pelo nosso compromisso com a inovação, qualidade sem compromissos e satisfação total do cliente. A nossa experiência permite-nos entregar projectos que se destacam em termos de rentabilidade, design complexo e fabrico sustentável. Faça parceria com a TKP para dar vida à sua visão com precisão e fiabilidade.