Поговорите с нашим инженером, получите решение за 20 минут
Наши инженеры являются экспертами в области вакуумной формовки изделий, вы можете сообщить им любые требования и специфические запросы, тогда они разработают решение в кратчайшие сроки и вышлют его бесплатно.
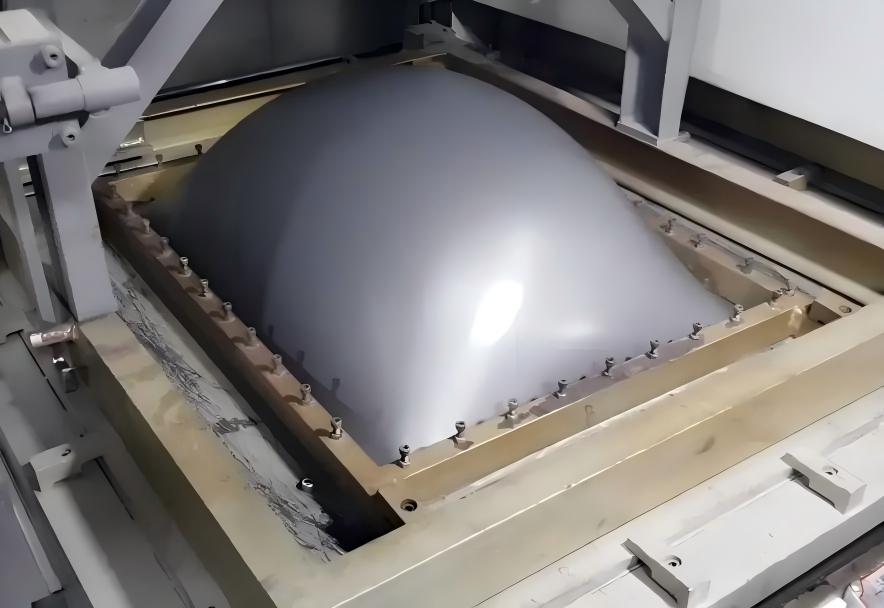
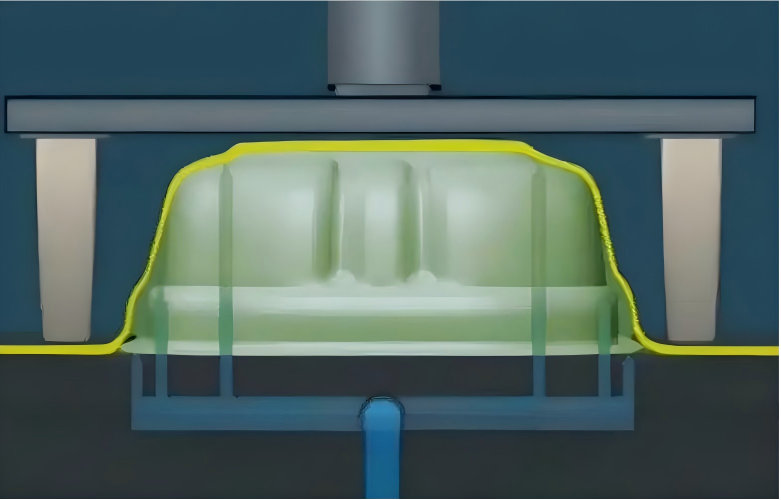
Краткое вступление Вакуумная формовка обманчиво проста: нагрейте пластиковый лист до мягкости, натяните его на форму и используйте вакуум, чтобы заставить лист обхватить форму. То, что звучит как “нагреть и присосаться”, на самом деле дает командам мощное сочетание скорости, масштаба и гибкости. если вы проектируете в соответствии с процессом. Ниже я расскажу вам о реальных преимуществах и недостатках, о том, как решить, подходит ли этот инструмент для вашего проекта, и дам практические советы инженерного уровня (включая режимы отказов, смягчение последствий и новые гибридные рабочие процессы, которые многие руководства пропускают).
Почему так широко используется вакуумная формовка (и в каких случаях она эффективна)
Вакуумная формовка популярна, потому что она выигрывает там, где важны время изготовления первой детали, большой размер детали и низкая первоначальная стоимость оснастки:
Скорость создания прототипа - Вы можете перейти от CAD к рабочей детали за несколько дней, используя деревянные, алюминиевые или даже 3D-печатные формы. Такой короткий цикл меняет методы итерации команд.
Профиль стоимости, в котором предпочтение отдается крупным, мелким деталям - Большие корпуса и лотки часто дешевле производить из формованного листа, чем методом литья под давлением, поскольку оснастка для литья под давлением становится очень дорогой при увеличении размера детали.
Гибкость материала - Среди распространенных полимеров - ABS, HIPS, PETG, PVC, PC и PP; вы можете выбрать прозрачность, огнестойкость или ударопрочность в соответствии с назначением изделия.
Когда следует быстро выбрать вакуумную формовку: вам нужен быстрый прототип, деталь большая/относительно неглубокая, а допуски умеренные (не ±0,1 мм на крошечных деталях).
Каковы реальные преимущества?
Низкие первоначальные затраты на оснастку - Формы могут быть простыми деревянными, алюминиевыми для больших тиражей или 3D-печатными приспособлениями SLA/FDM для быстрых оборотов. Это позволяет снизить первоначальный капитал.
Быстрые итерационные циклы - Более дешевая и быстрая оснастка = больше итераций дизайна, прежде чем переходить к дорогостоящей производственной оснастке.
Экономичность при работе с крупными деталями - Очень большие панели и корпуса могут быть сформированы с гораздо меньшими затратами на деталь, чем при литье под давлением для коротких и средних серий.
Относительно экологичные возможности - Лом обрезков обычно подлежит утилизации, а некоторые формованные листы могут содержать вторичное сырье; при тщательном раскрое и выборе материала можно сократить количество отходов и энергии на деталь. (Подробнее ниже.)
Доступная отделка - Текстурированные формы или шлифовка/полировка форм позволяют получить широкий спектр отделки поверхности без сложных вторичных процессов.
Каковы практические недостатки?
Ограничения по деталям и подрезам - Вакуумная формовка не позволяет воспроизвести глубокие подрезы или очень тонкие, острые элементы. Если вам нужны четкие микрорельефы или сложные внутренние зацепы, обычно требуется формование под давлением или литье под давлением.
Изменчивость толщины стен - По мере растяжения листа по форме тонкие участки утончаются еще больше. Критические требования к толщине или равномерности сечения требуют специальной конструкции или формовки под давлением.
Более жесткие допуски стоят дорого - Обеспечение жесткого контроля размеров или ±0,5 мм на малых деталях часто не представляется возможным без использования более совершенной оснастки и управления процессом.
Постобработка - обрезные детали, вставки, вторичное склеивание или установка крепежа добавляют трудозатраты и стоимость, которые должны быть включены в расценки.
Чувствительность к материалам и обработке - температурные окна формования, равномерность нагрева и мастерство оператора влияют на качество конечной детали; некоторые полимеры требуют точного термоконтроля. (См. практические цифры ниже).
Реальные, практические цифры и рекомендации (используются при проверке дизайна)
Углы драфта: Минимум 3°-5° на вертикальных сторонах для уменьшения разрывов и облегчения освобождения. Большая осадка облегчает обрезку.
Типичная толщина листа: 0,5 мм - 6 мм для любительского/промышленного вакуумного формования; обычные производственные диапазоны - 0,75-3 мм для потребительских деталей и 3-6 мм для панелей большой толщины.
Эмпирическое правило "тепло/время": Время формования зависит от материала и толщины - например, в Toolcraft указано, что типичное время нагрева увеличивается в зависимости от толщины и типа термопластика (ABS и PC требуют больше времени, чем PETG или HIPS). Используйте таблицы поставщиков при настройке.
Когда следует предпочесть формование под давлением: необходимость в четкой детализации, почти равномерной толщине стенок или высокой точности косметического оформления. Формование под давлением использует положительное давление в дополнение к вакууму и лучше передает детали формы.
Контрольный список для проектирования вакуумной формовки (DfVF) - что делать до цитата прототипа
Избегайте острых внутренних углов; предпочитайте радиусы 0,8-2 мм в зависимости от масштаба.
Ограничьте глубокую вытяжку; если глубина элемента превышает ~2× наименьший боковой размер, разбейте деталь на несколько частей.
Используйте однородные участки стен там, где необходима прочность - равномерно распределяйте растяжение.
Добавьте большие углы осадки (3°-5°+) и заранее продумайте линии разделения и припуски на обрезку.
Разрабатывайте бобышки и винтовые элементы для вставок (термоустановка, ультразвук), а не формируйте точные тонкие бобышки только из листа.
Виды отказов, причины их возникновения и способы устранения (контрольный список инженера)
Волдыри или пузыри - Причина - перегрев, попадание влаги или загрязнений. Исправьте ситуацию, высушив листы, снизив температуру нагревателя или улучшив вакуумный тракт.
Морщины вокруг глубоких рисунков - уменьшите глубину протяжки, добавьте шаблоны предварительного нагрева или используйте заглушки/ вспомогательные инструменты для управления потоком материала.
Тонкие пятна или надрывы на углах - Добавляйте большие радиусы, используйте более толстый лист или разделяйте геометрию на несколько инструментов.
Плохое копирование поверхности - Полируйте или текстурируйте форму, или переходите к формованию под давлением, если вам нужен почти зеркальный перенос.
Современные модернизированные конкуренты часто упускают
1) 3D-печатные формы как стандартная стратегия быстрой итерации
Высококачественные SLA- или FDM-формы позволяют командам попробовать сложные текстуры и геометрию поверхности без дорогостоящей работы с ЧПУ. Послепечатная обработка (шлифовка, герметизация) - и вы получаете косметически полезные формы за считанные дни. Это прагматичное “лучшее из двух миров” для прототипов и коротких серий.
2) Стратегии использования вторичного сырья и утилизации
Термоформование позволяет утилизировать обрезки и повторно измельчать некоторые обрезки для повторного использования в некритичных областях применения. Некоторые поставщики теперь предлагают листы с сертифицированным содержанием вторичного сырья; стратегии раскроя в паре с контурами утилизации значительно снижают воздействие от колыбели до ворот. Если устойчивое развитие является частью истории вашего продукта, укажите в спецификациях количественные показатели утилизации % и возможности переработки в конце срока службы.
3) Гибридное производство: вакуумная формовка + ЧПУ/вставочные операции
Сформируйте основную оболочку с помощью вакуумной формовки, затем вырежьте с ЧПУ и установите фрезерованные кронштейны или металлические вставки там, где требуется жесткость конструкции. Этот гибридный путь обеспечивает скорость формованного листа и конструкционную точность ЧПУ.
Быстрый поток решений - подходит ли вакуумная формовка для Ваш часть?
Ответьте на эти вопросы:
Деталь большая и в основном неглубокая? → Предпочтительна вакуумная формовка.
Вам нужны очень тонкие детали или жесткие малые допуски? → Рассмотрите варианты формования под давлением или литья под давлением.
Объемы небольшие или средние (прототипы → небольшие тысячи)? → Вакуумная формовка часто дешевле. Если речь идет о десятках тысяч, проведите расчеты удельной стоимости по сравнению с инжекцией.
Требуется ли содержание вторичного сырья или возможность повторного использования? → обсудите варианты листов с поставщиками; при планировании вакуумной формовки можно интегрировать потоки вторичного сырья.
Краткое описание случая (реалистичный, практический пример)
Представьте себе столешницу для торгового киоска размером 600 × 400 мм с умеренным Draft, одним карманом и двумя крепежными отверстиями. Оснастка для литья под давлением такого размера чрезвычайно дорога; вакуумная формовка (3-миллиметровый лист ABS на обработанной пресс-форме, обрезанный и оснащенный термоустановочными вставками) обычно быстрее и стоит дешевле при тиражах менее нескольких тысяч единиц. Если вам нужен точный перенос глянцевых логотипов с микрорельефом, перейдите на вакуумную формовку или используйте алюминиевую форму с текстурой. (Это стандартный компромисс, с которым сталкиваются команды при планировании производства).
TKP Plastic - ведущий китайский поставщик решений для вакуумной формовки. Нас отличает приверженность инновациям, бескомпромиссное качество и полное удовлетворение потребностей клиентов. Наш опыт позволяет нам реализовывать проекты, превосходящие по экономичности, сложности конструкции и устойчивости производства. Сотрудничайте с TKP, чтобы воплотить ваши идеи в жизнь с точностью и надежностью.