Поговорите с нашим инженером, получите решение за 20 минут
Наши инженеры являются экспертами в области вакуумной формовки изделий, вы можете сообщить им любые требования и специфические запросы, тогда они разработают решение в кратчайшие сроки и вышлют его бесплатно.
Термоформовка и вакуумная формовка: В чем разница?
Оглавление
Термоформовка, вакуумная формовка и формовка давлением живут в одной семье, но играют разные роли в цеху. В этом руководстве каждый процесс рассматривается шаг за шагом, показывается, где они сильные (а где нет), и добавляются практические советы по проектированию, которые невозможно получить при беглом сравнении, включая реалии оснастки, поведение материалов, правила DFM, компромиссы с экологичностью и выбор двухлистового или ротационного варианта для конструкционных деталей. Я также укажу на распространенные ошибки, которые допускают инженеры при переводе конструкции с литья под давлением на термоформовку, и дам краткие правила, которые можно использовать при составлении сметы или предварительных расчетов стоимости. В реальном производственном контексте эти процессы широко применяются в заказных проектах, выполняемых профессиональными термоформовщиками, такими как Лучшая вакуумная формовка.
Термоформовка и вакуумная формовка - краткое руководство
Краткая версия: вакуумная формовка это тип термоформования. Термоформовка - это зонтик: нагрейте термопластичный лист, сформируйте его в форму и охладите. В рамках этого зонтика вы обычно видите вакуумная формовка (Используйте присоску, чтобы притянуть лист к форме), формование под давлением (для большей детализации используйте воздух под давлением + вакуум), и двухлистовой / роторный / билау варианты для конкретных типов деталей. Считайте, что вакуумная формовка - это недорогой, быстрый вариант для крупных деталей; формовка давлением - это более точный метод термоформовки; а двухлистовая/ротационная формовка - это специализированная ветвь для полых или очень быстрых деталей.
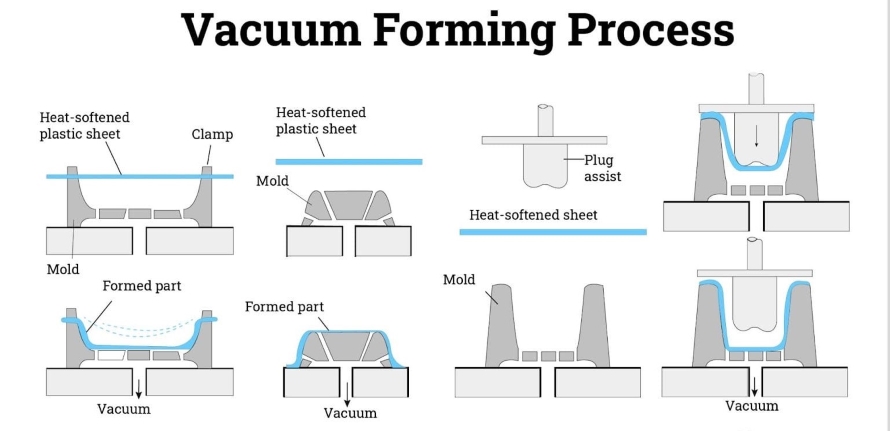
Что такое вакуумная формовка?
Вакуумная формовка нагревает термопластичный лист до податливости, натягивает его на одностороннюю форму (или в нее), затем удаляет воздух из-под листа с помощью вакуума, так что атмосферное давление заставляет пластик принять нужную форму. После охлаждения сформированная кожа обрезается и обрабатывается. Это простой и надежный метод, идеально подходящий для крупных деталей и аккуратной детализации (закругленные углы, гладкие поверхности) - примеры: лотки, витрины, вкладыши для приборов и некоторые медицинские лотки. Поскольку оснастка может быть деревянной, эпоксидной или алюминиевой, вакуумная формовка популярна для создания прототипов и низко- и среднесерийного производства, особенно в специализированных компаниях. услуги по вакуумной формовке поддерживают как тонкие, так и толстые калибры.
Что такое формование под давлением?
Формование под давлением основывается на вакуумном формовании, добавляя положительное давление воздуха на стороне без пресс-формы при использовании вакуума или зажима на стороне пресс-формы. Дополнительное давление заставляет размягченный лист плотно прилегать к полостям пресс-формы, значительно улучшая копирование поверхности, более четкие черты и четкость краев, что позволяет сократить разрыв в эстетике литья под давлением. Этот метод стоит дороже (более прочная оснастка, более сложные зажимы и системы давления), но именно он используется, когда важна косметика и тонкая текстура (автомобильные ободки, корпуса высокого класса, торговые витрины), особенно в сложных условиях. автомобильные приложения.
Что такое термоформование?
Термоформование (общий термин) - это общий процесс нагрева, формования и охлаждения листового термопластика. Он включает в себя методы формования одного листа (вакуумное формование и формование под давлением), Двуспальный лист (два листа формируются и сплавляются для получения полых конструкционных деталей) и непрерывное/вращательное термоформование для очень высокой производительности. Термоформование используется во всех отраслях промышленности - от упаковки до автомобильных интерьеров и корпусов медицинских приборов, при этом выбор материала часто обусловлен требованиями к производительности, изложенными в профессиональных справочники материалов. Ключевыми точками контроля являются равномерность нагрева, температура заготовки, скорость формования и охлаждение детали - от этого зависит распределение толщины стенок, оптическая четкость и стабильность размеров.
Что такое термоформование
В чем разница между вакуумной формовкой, формовкой под давлением и термоформовкой?
Процесс - шаг за шагом (что происходит на самом деле)
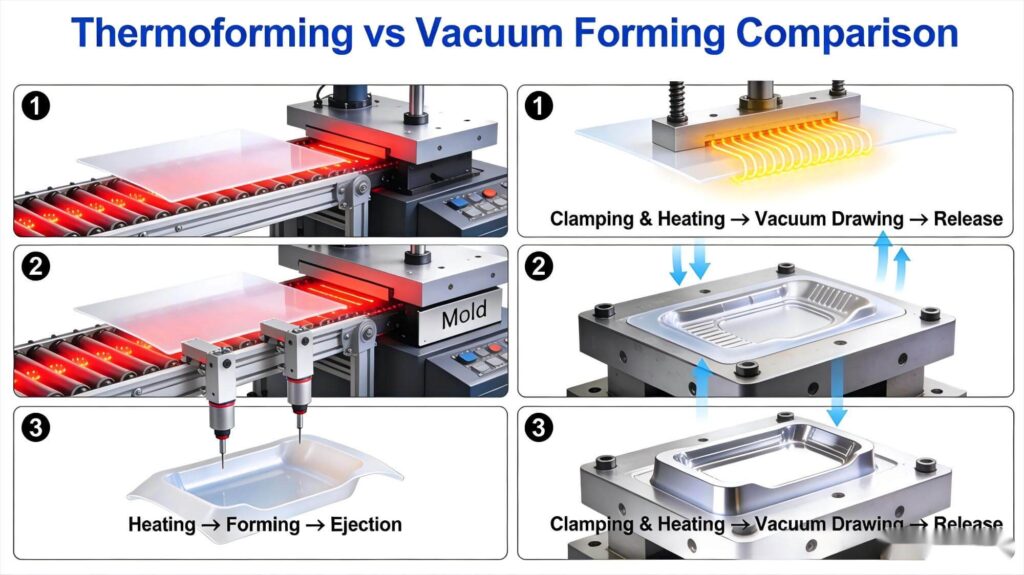
Что представляет собой процесс вакуумной формовки?
Зажмите в раме лист термопластика.
Нагрев (обычно в зонах ИК-излучения) до достижения листом температуры формования.
Опустите раму на одностороннюю форму и создайте вакуум, чтобы притянуть лист к форме.
Держите, пока не остынет настолько, чтобы сохранить форму.
Распаковка и отделка/удаление излишков.
процесс вакуумной формовки
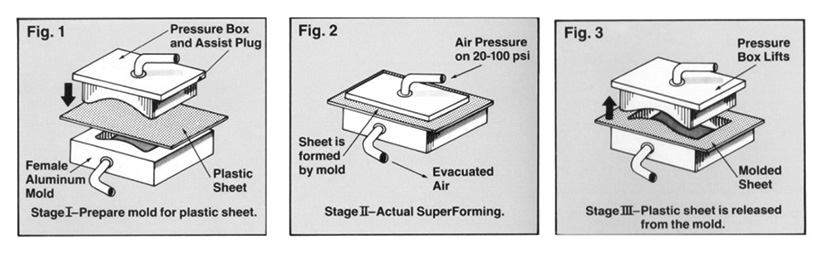
Что такое процесс формования под давлением?
Те же начальные этапы, что и при вакуумной формовке, но до или во время контакта с формой, подайте воздух под давлением на неформовой стороне (иногда после первоначального вакуумирования). Благодаря этому воздуху материал проникает в мелкие детали пресс-формы и обеспечивает более четкое воспроизведение текстуры и острых элементов. Машины оснащаются более прочными зажимами, камерами давления и более тонким контролем нагрева для обеспечения равномерных свойств материала.
Процесс формования под давлением
Что такое процесс термоформования?
“Термин ”термоформование" описывает общую последовательность действий - нагрев, формование (вакуумное, под давлением или другое), охлаждение, обрезка - плюс варианты (двухлистовое, билоу, плунжерное, роторное). Вы увидите плунжерные устройства, используемые для управления потоком материала при глубокой вытяжке, формование в форме билау для управления распределением толщины, а также двухлистовое формование, при котором две подходящие формы формируются, а затем спрессовываются вместе для создания полых деталей, что часто встречается в заказных изделиях. производство пластмассовых изделий.
Формообразующая оснастка - стоимость, материал, отделка и жизненный цикл
Оснастка, используемая при вакуумной формовке
Обычные варианты: дерево, эпоксидная смола/композит, Алюминий с ЧПУ. Дерево быстро/дешево для прототипов; алюминий (цельный или литой) - рабочая лошадка для средних и больших объемов, обеспечивающая повторяемость охлаждения и тонкую обработку поверхности. Ожидайте сокращения сроков изготовления и более низких затрат по сравнению с литьевыми формами. Планируйте, чтобы отделка поверхности пресс-формы соответствовала желаемой косметической отделке (шлифовка/окраска для прототипа, механическая обработка/текстурирование для производства).
Оснастка для пресс-форм, используемых при формовании под давлением
Потому что при формовке под давлением прилагается большее усилие, формы должны быть более жесткими и тонко обработанными - обычно алюминиевые с ЧПУ с возможным водяным охлаждением или несколькими вставками. Допуски на оснастку более жесткие, а передача текстуры поверхности более буквальна, поэтому подготовка и полировка пресс-формы имеют большее значение. Стоимость оснастки будет выше, чем при вакуумной формовке (но все же значительно ниже, чем при использовании инструментов для инжекции из высокопрочной стали).
Оснастка, используемая при термоформовании (двухлистовая, ротационная)
Для двухлистовой упаковки требуется соответствующая верхняя/нижняя оснастка и точное выравнивание; ротационная термоформовка использует цилиндрические формы и является капиталоемкой, но отлично подходит для непрерывных высокоскоростных упаковочных линий.
Применение - где каждый метод подходит лучше всего
Области применения вакуумной формовки
Большие панели, лотки, автомобильные аксессуары, упаковочные раковины, POS-витрины, вкладыши для приборов, недорогие корпуса. Если вам нужны большие, быстрые детали со скромными косметическими требованиями, вакуумная формовка - это превосходное решение, включая как тонколистовой и толстостенная производство.
Автомобильные боксы на крышу
Области применения формования под давлением
Высококосметичные компоненты: ободки приборов, лицевые панели бытовой электроники, отделка салонов автомобилей и другие детали, для которых важны детализация поверхности, четкость и воспроизведение текстуры. Это сильная альтернатива литью под давлением, когда объемы средние и точность поверхности имеет значение.
Области применения термоформования
Широкий спектр: от тонкой одноразовой упаковки (лотки из ПЭТ) до конструкционных двухлистовых компонентов (полые поддоны, воздуховоды) и среднесерийных потребительских деталей (холодильники, приборные панели). Гибкость термоформовки делает ее оптимальным выбором для изготовления прототипов и больших объемов производства.
Преимущества - реальные сильные стороны
Преимущества вакуумной формовки
Низкая стоимость оснастки и короткое время изготовления.
Хорошо подходит для изготовления крупных деталей, которые будут дорого стоить при литье под давлением.
Простые машины, легко масштабируемые для коротких партий.
Преимущества формования под давлением
Высокая точность изображения поверхностей и способность передавать тонкие текстуры.
Более четкое очертание краев и меньшее количество заломов/морщин по сравнению с вакуумной формовкой.
Может приближаться по внешнему виду к литью под давлением для косметики.
Преимущества термоформования (зонтик)
Разнообразие материалов и возможность их вторичной переработки; экономически эффективная оснастка для многих случаев применения; быстрая итерация. Двойной лист позволяет изготавливать полые детали без вторичной сборки; ротационные системы обеспечивают очень высокую производительность при упаковке.
Недостатки - реалистичные пределы
Недостатки вакуумной формовки
Ограниченность мелких деталей и подрезов; сложнее выдерживать жесткие допуски на размеры; более толстые/тонкие участки (истончение) при рисовании глубоких форм.
Недостатки формования под давлением
Более высокая стоимость оснастки и оборудования по сравнению с вакуумной формовкой; немного более длительный цикл/настройка; все еще не так хорошо, как литье под давлением, для сложных многофункциональных деталей с жесткими допусками.
Недостатки термоформования
Отходы материала при обрезке (хотя обрезки часто могут быть переработаны), а также конструктивные ограничения, такие как коэффициенты вытяжки, углы вытяжки и минимальные радиусы, должны соблюдаться, иначе вы получите разрывы и заломы.
Затраты - на оснастку, на каждую деталь и руководство по объему.
Инструмент для термоформования - это значительно ниже чем литьевые формы. Типичные инструменты для термоформования обычно находятся в очень широком диапазоне (примерное правило: $2k-$30k в зависимости от материала и сложности; многие находятся между $4k-$7k для стандартной алюминиевой оснастки). Оснастка для вакуумной формовки может быть дешевле (дерево/эпоксидная смола) для прототипов; оснастка для формовки под давлением дороже из-за жесткости и требований к отделке. Стоимость одной детали зависит от материала, времени цикла, выхода брака/обрезки и операций отделки; распределите стоимость оснастки на ожидаемый объем, чтобы получить амортизацию на каждую деталь (пример: инструмент $3k на 3 000 деталей - это $1.00 на деталь). При средних объемах, когда оснастка для литья под давлением непомерно дорога, формование под давлением может стать убедительной косметической альтернативой.
Процветание - тенденции рынка и рост спроса
Экологичная упаковка: Производство термоформ из ПЭТ с содержанием ПЦР ускоряется в соответствии с правилами кругооборота и EPR - термоформованные лотки являются главной целью для включения вторичного сырья.
Эстетические потребительские товарыФормование под давлением позволяет получить тенденции в области отделки и текстуры без использования инжекционной оснастки.
Легкие конструктивные элементыДвухлистовая термоформовка заменяет более тяжелые металлические или сварные узлы для корпусов и полых компонентов.
Автоматизация и контроль качества: ИК-сенсор и зонированный нагрев обеспечивают лучшую повторяемость и меньшее количество брака. Эти тенденции означают, что термоформование остается здоровым на рынках упаковки, медицины, автомобилей и бытовой техники.
Используемые материалы - типичные пластмассы и правила выбора
Пластик, используемый для вакуумной формовки
ABS, HIPS (полистирол с высокой ударной вязкостью), PETG, PVC, акрил (PMMA) для оптики, поликарбонат (когда требуется ударопрочность), полипропилен для гибких деталей. Выбор зависит от ударопрочности, химической стойкости, совместимости с FDA/медициной, а также от того, насколько легко лист формуется при рабочих температурах.
Электроника и электроприборы
Пластик, используемый для формования под давлением
Аналогичные полимеры, как и при вакуумной формовке, но при формовке под давлением предпочтение отдается материалам, которые хорошо держат детали (ABS, PETG, некоторые марки ПК и разработанные смеси). Тонкослойные аморфные материалы могут обеспечить отличную четкость поверхности и передачу текстуры.
Пластик, используемый для термоформования (двухлистовой / структурный)
ПЭНД и ПЭТ для упаковки и лотков для вторичной переработки; АБС и ПК для конструкционных и косметических деталей; специально разработанные листы для медицинских стерилизуемых корпусов или огнестойких применений. В двойном листе также могут использоваться разнородные листы для сочетания жесткости и качества поверхности.
Советы по дизайну и производству (глубокие, практичные - то, что часто упускают конкуренты)
Сначала нарисуйте соотношение - Сохраняйте умеренное соотношение глубины и ширины (в идеале близко к 1:1, избегайте крайностей). Если вам нужны глубокие карманы, используйте заглушки или разделите деталь.
Углы наклона черновика имеют значение - Для вертикальных стенок обычно требуется осадка 3°-5° (больше для женских форм и более грубых отделок). Недостаточная тяга приводит к прилипанию и разрывам.
Управление зонами отопления - используйте зонированный ИК-нагрев для получения равномерной температуры; в противном случае вы получите тонкие участки и несовместимое формование. Рассмотрите возможность использования бесконтактных ИК-пирометров для контроля качества.
План отделки и обрезки - При термоформовке образуются обрезки; спроектируйте раскрой для уменьшения количества обрезков и определите пути переработки обрезков (многие термоформовщики направляют обрезки в замкнутый цикл повторного измельчения).
Обработка поверхности - сначала литье - Если косметическая поверхность имеет значение, сделайте правильную отделку формы (уровни полировки SPI, текстуры) - сформированный пластик будет отражать инструмент. Формование под давлением передает детали гораздо лучше, чем вакуумное формование.
Двойной лист для структуры - Если вам нужна полая прочность, интегрированные ребра или герметичные полости без сборки, двухлистовая конструкция часто выигрывает у многокомпонентной сборки по весу и стоимости при средних объемах.
Распространенные подводные камни (и как их избежать)
Проектирование с учетом особенностей литья под давлением (жесткие ребра, крошечные бобышки, острые внутренние углы) - вместо этого увеличьте размеры, добавьте осадку и радиус и примите вариативность толщины стенок.
Если вы ожидаете, что вакуумная формовка воспроизведет тонкую текстуру, используйте формовку под давлением, когда вам нужна четкая текстура или оптика.
Недооценка срока службы оснастки - деревянные/эпоксидные формы дешевы, но изнашиваются; заложите в бюджет средства на замену или модернизацию при росте объемов.
Вывод - что выбрать?
Прототипы и небольшие объемы, крупные детали, простая косметика → Вакуумная формовка.
Средние объемы + высокое качество поверхности + детализированные текстуры → Формирование под давлением.
Полые конструктивные элементы или очень специфическая высокопроизводительная упаковка → Двухлистовая или ротационная термоформовка. Гибкость термоформовки, более низкая стоимость оснастки и возможность выбора материала делают ее отличной альтернативой литью под давлением, если правильно сбалансированы объемы, эстетика и конструктивные требования. Используйте приведенный выше контрольный список DFM (коэффициент вытяжки, тяга, контроль нагрева, выбор оснастки), чтобы получить расценки, отражающие реальную технологичность.
Практический одностраничный контрольный список, который можно взять с собой для цитирования
Окончательные размеры детали и целевые допуски
Материал (марка/сорт) и необходимость ПЦР/пищевого класса
Предполагаемый годовой объем (первый год)
Косметические требования (текстура, блеск, прозрачность)
Целевое время выполнения и ожидаемые итерации
Требуются вспомогательные операции (обрезка, ЧПУ, печать, сварка) Принесите это и попросите поставщиков предоставить ценовые предложения: (a) оснастка для прототипа (дерево/эпоксидная смола), (b) алюминиевая оснастка для производства, и (c) стоимость одной детали при объемах 1k / 5k / 20k, чтобы вы могли амортизировать выбор оснастки.
Поговорите с нашими экспертами прямо сейчас
Если хотите, мы можем:
обзор CAD-модели с проверками DFM для термоформовки,
предлагайте марки материалов (включая варианты PCR/PET для упаковки, пригодной для вторичной переработки), и
предоставить сравнение затрат по трем сценариям (быстрый прототип, формовка под давлением в середине цикла, двухлистовая конструкция).
Поговорите с нашими экспертами сейчас - Предоставьте отпечатки деталей или STEP-файл, и мы выполним контрольный список DFM и дадим практические рекомендации по дальнейшим действиям.
Замечательно! Поделитесь этой новостью:
Если это руководство помогло вам, пожалуйста, поделитесь им - небольшое избранное: LinkedIn для коллег по отрасли, продуктовых команд или руководителя отдела закупок. Хотите, чтобы это было переписано в виде одностраничного PDF-файла или слайд-дека для презентаций клиентам? Скажите только слово, и я переделаю его, добавив основные слайды (оснастка, затраты, контрольный список DFM, примеры из практики).
TKP Plastic - ведущий китайский поставщик решений для вакуумной формовки. Нас отличает приверженность инновациям, бескомпромиссное качество и полное удовлетворение потребностей клиентов. Наш опыт позволяет нам реализовывать проекты, превосходящие по экономичности, сложности конструкции и устойчивости производства. Сотрудничайте с TKP, чтобы воплотить ваши идеи в жизнь с точностью и надежностью.