Поговорите с нашим инженером, получите решение за 20 минут
Наши инженеры являются экспертами в области вакуумной формовки изделий, вы можете сообщить им любые требования и специфические запросы, тогда они разработают решение в кратчайшие сроки и вышлют его бесплатно.
Какие пластики лучше всего подходят для вакуумной формовки в 2026 году?
Оглавление
Вакуумная формовка выглядит просто: нагреваем лист, натягиваем вакуум и получаем форму. Но настоящая работа заключается в выборе правильный пластик для конкретной работы - выбор, который предотвратит порчу инструмента, некачественную адгезию краски или растрескивание детали через полгода после отгрузки. В этом руководстве вы найдете список лучших материалов (и узнаете, почему каждый из них ведет себя именно так, как он ведет себя), реальные советы, проверенные в мастерских, простой “двухминутный процесс принятия решения” и практический рецепт прототипа, который вы можете использовать уже сегодня.
Перестаньте думать о продуктах в технических паспортах и начните думать по трем осям:
Оптика и отделка - Вам нужно прозрачное стекло или матовая краска?
Окружающая среда и нагрузки - В помещении, на открытом воздухе, под воздействием ультрафиолета, химикатов, тепла или многократного изгиба?
Жизненный цикл и возможность вторичной переработки - Многоразовые? Перерабатываемые? Контактирующие с пищевыми продуктами?
Оцените каждую ось от 0 до 5 баллов и используйте это для сужения списка. В оставшейся части этого руководства объясняется, как распространенные полимеры соотносятся с этими осями и что вас ждет, если вы выберете неправильный полимер.
Основные пластики, используемые в вакуумной формовке (что выбрать - и почему)
Под каждым материалом приводится краткое описание когда выбирать, настоящая слабость, практическое руководство по формированию, а также краткий контрольный список для быстрого тестирования.
Когда выбирать: Внутренние корпуса, окрашенные детали, функциональные прототипы, которые могут быть изготовлены методом литья под давлением. Реальные недостатки: Пожелтение на открытом воздухе и растрескивание под напряжением на острых кромках при холодной обрезке. Практическое замечание по формовке: Хорошая прочность и пригодность для покраски; ожидайте умеренного пружинящего отката - добавьте тягу и большие радиусы.
Когда выбирать: Высококачественные дисплеи, рассеиватели света, POS-устройства, где важны чистота и полировка. Настоящая слабость: Хрупкость - тонкие острые элементы трескаются под нагрузкой. Используйте более толстые секции или структурную подложку. Практическое замечание по формовке: хорошо формуется, но требует осторожного нагрева и медленного обращения; полируется до состояния, близкого к стеклу. Типичные окна для термоформовки зависят от марки (литые или экструдированные) - см. диапазоны формовки ниже.
APET - фаворит в области прозрачной упаковки
Когда выбирать: Лотки для продуктов, блистеры, прозрачная упаковка, где важны барьер и блеск. Слабые стороны: При плохой обрезке подвержен изменениям усадки. Практическое замечание по формованию: Низкие температуры формования для придания прозрачности; очень часто используется в упаковке.
ASA - альтернатива погодоустойчивому ABS
Когда выбирать: Любое наружное применение, где важны УФ-излучение и устойчивость цвета (наружные корпуса, вывески). Реальные недостатки: Немного дороже, чем ABS, но снижает затраты на долгосрочную гарантию. Практическое замечание по формовке: поведение при формовке аналогично ABS, но обратитесь к поставщику за данными по классу для наружных работ.
ESD / проводящие марки - для чувствительной электроники
Когда использовать: Лотки, крышки и корпуса, которые должны отводить статическое электричество. Реальная слабость: Добавки могут изменить поведение при формовании (проверьте рисунок и отделку). Практическое замечание по формовке: перед созданием прототипа попросите указать диапазон удельного сопротивления поверхности (например, 10^4-10^9 Ω).
Когда выбирать: Витрины, корпуса для низких нагрузок, бюджетная упаковка. Реальные недостатки: Более низкая химическая стойкость по сравнению с полиолефинами. Практическое замечание по формованию: Дешевый и прощающий - обычный магазин. Типичные температуры формования хорошо описаны ниже.
Когда собирать: Емкости, контейнеры, крышки, подверженные химическому воздействию. Реальная слабость: Повышенная усадка и скольжение; оснастка должна учитывать это. Практическое замечание по формованию: Более узкое окно и полукристаллическое поведение требуют жесткого контроля процесса.
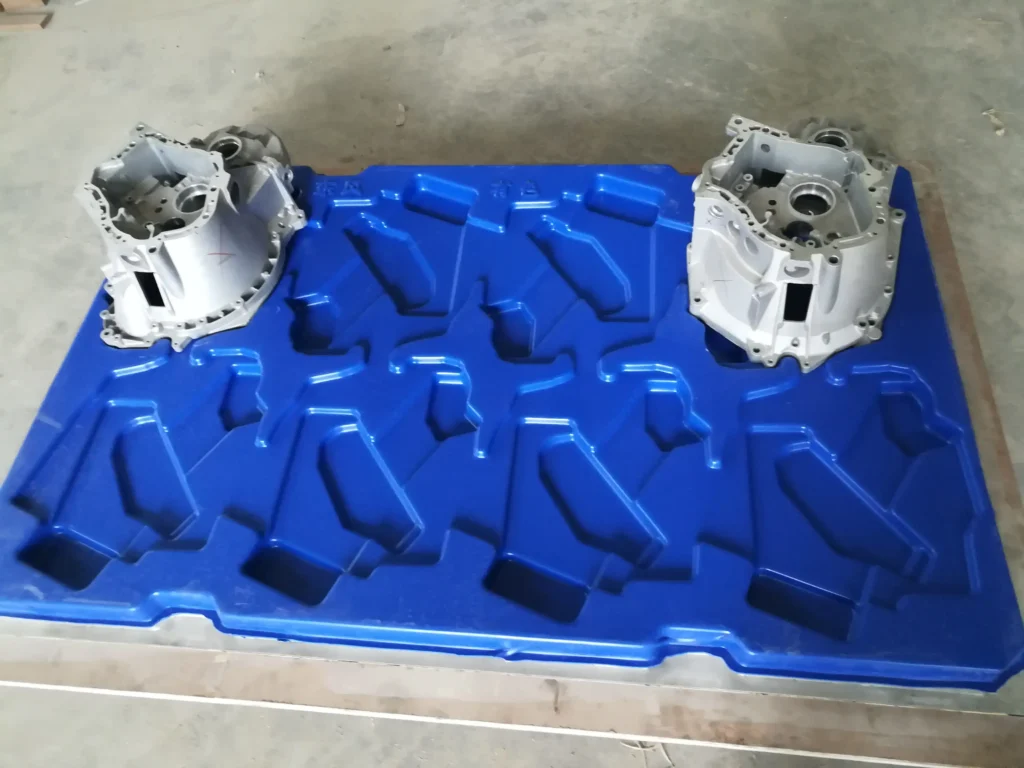
Лоток для автомобильных запчастей из ПНД
PETG - прозрачный и прощающий для глубоких рисунков
Когда выбирать: Блистеры, медицинские лотки, прозрачная упаковка с ударопрочностью. Реальные недостатки: Не так устойчив к царапинам, как акрил, но гораздо прочнее. Практическое замечание по формованию: Отлично ведет себя при глубокой вытяжке и легче поддается формованию, чем поликарбонат. См. окно формовки ниже.
Полипропилен (PP) - гибкий и легкий
Когда выбирать: Детали, требующие устойчивости к изгибу/усталости, недорогая упаковка. Слабые стороны: Низкая поверхностная энергия - для красок и клеев требуется предварительная обработка. Практическое примечание по формованию: Формируется в твердой или расплавленной фазе; температура зависит от метода - см. источники ниже.
ПВХ - жесткий и универсальный (использовать с осторожностью)
Когда выбирать: Защитные кожухи, промышленные корпуса, жесткие формованные детали. Реальные недостатки: Испарения; используйте надлежащую вентиляцию и соответствующие марки. Практическое замечание по формовке: Хорошо подходит для многих машин, но проверьте правила по содержанию летучих органических соединений на вашем предприятии.
Это практические точки отсчета для пробного использования; всегда проверяйте их на своем станке и при своей толщине листа.
Дизайн и обработка - что на самом деле устраняет проблемы
Это действенные шаги, которые меняют результаты, а не просто теория.
Измерьте температуру провисания, не доверяйте циферблатам печей. Используйте ИК-пистолет или поверхностные термопары, чтобы убедиться, что полотно равномерно провисает. Неравномерный нагрев = паутина и плохая детализация.
Подключайте передачи для глубоких розыгрышей. Заглушки с силиконовой или тефлоновой поверхностью предварительно растягивают материал и сохраняют толщину стенок в углах. Если углы всегда тонкие, добавьте заглушку.
Предварительная компенсация CAD. Полимеры сжимаются и восстанавливаются. Добавьте предварительную компенсацию в геометрию оснастки, а не переделывайте ее после первого неудачного прогона.
Создавайте детали, удобные для отделки. Эффективно гнездитесь, поддерживайте постоянный дифферент и минимизируйте микропрогибы, создающие флаттер.
Ожидайте окончания работы. PETG и акрил по-разному полируются и клеятся к ABS/HIPS. Заранее определитесь с отделкой (краска, печать, полировка) и проведите тест на адгезию во время создания прототипа.
Рецепт прототипа - сделайте это за день и перестаньте гадать
Образцы кроя: три листа полимера-кандидата той же толщины, что и при производстве.
Проведите три розыгрыша: мелкий (растяжка 10-20%), средний (30-50%), глубокий (используйте заглушку). Промаркируйте детали A/B/C.
Измерение: измерьте микрометром толщину стенки в четырех точках (угол, фланец, середина стенки, бобышка). Запишите процентное утонение.
Финишный тест: Нанесите запланированную краску/печать на обрезанный образец; отвердите и проведите тест на адгезию с помощью ленты/пилинга.
Быстрая проверка окружающей среды: Поместите образец в теплый влажный шкаф (если необходимо) или под ультрафиолетовую лампу для ускоренного изучения. Зафиксируйте любые трещины или изменения цвета.
Если утонение стен > 40% на углах или краска не проходит тест с лентой, вернитесь назад: измените материал или добавьте вспомогательные заглушки / геометрические радиусы. Эта небольшая петля избавляет от огромной головной боли в дальнейшем.
Короткая история магазина (распространенная и устранимая)
Производственные команды часто выбирают ABS, потому что он дешевый и привычный, а затем детали трескаются под солнечными лучами, и клиент подает гарантийный возврат. Как избежать этого? Оцените эту деталь по трем осям, указанным выше, и выполните прототип из 5 частей с использованием ASA (или УФ-стабильных красок), прежде чем принимать решение. Небольшие предварительные тесты имеют значение.
Устойчивость и конец жизни (практическое мышление)
Конструкции из мономатериалов (например, обычный лоток из ПЭТГ) легче поддаются переработке, чем ламинаты из нескольких материалов.
Более длительный срок службы ASA на открытом воздухе может быть более экологичным, чем дешевый ABS, который часто заменяется.
Узнайте у поставщиков о возможностях TDS/SDS и утилизации; не думайте, что в вашем регионе “пригодный для переработки” равнозначен “переработанному”.
Шпаргалка по устранению неполадок
Надрыв углов: попробуйте применить помощь плунжера, небольшое повышение температуры или увеличение радиуса.
Веревка: Неравномерный нагрев - измерьте и восстановите баланс зон духовки.
Деформация после отделки: проверьте скорость охлаждения и остаточное напряжение; дайте деталям отдохнуть на плоских подставках.
Плохая оптика: снижают скорость формования и обеспечивают равномерную температуру формования для получения чистых сортов.
Быстрая 2-минутная процедура принятия решений (передайте это закупщикам)
Нужна прозрачная оптика? → PETG / APET / акрил.
Экспозиция на открытом воздухе? → ASA.
Химическое воздействие или резервуары? → ПНД / ПП.
Должны быть безопасны для электростатических разрядов? → ESD HIPS/ABS.
Низкая стоимость + краска? → HIPS/ABS (подтвердите отделку).
Всегда: прототипируйте выбранный лист перед изготовлением оснастки.
Вывод: выбирайте заранее, создавайте прототипы быстро, экономьте деньги потом
Самый дешевый лист в предложении может оказаться самым дорогим выбором, если он приведет к переделкам, возвратам или неудачной отделке. Оцените свои потребности (оптика, окружающая среда, срок службы), выполните описанный выше рецепт прототипа из 5 частей и проведите итерацию один раз - вы сэкономите недели и тысячи на браке. Свяжитесь с Команда ТКП для получения более профессиональной информации, чтобы начать свой проект.
TKP Plastic - ведущий китайский поставщик решений для вакуумной формовки. Нас отличает приверженность инновациям, бескомпромиссное качество и полное удовлетворение потребностей клиентов. Наш опыт позволяет нам реализовывать проекты, превосходящие по экономичности, сложности конструкции и устойчивости производства. Сотрудничайте с TKP, чтобы воплотить ваши идеи в жизнь с точностью и надежностью.