Parlate con il nostro ingegnere, ottenete una soluzione in 20 minuti
I nostri ingegneri sono esperti di prodotti per la formatura sottovuoto, potete comunicare loro qualsiasi requisito e richiesta specifica, quindi elaboreranno la soluzione più rapida e ve la rispediranno gratuitamente.
Termoformatura e formatura sottovuoto: Quali sono le differenze?
Indice dei contenuti
La termoformatura, la formatura sottovuoto e la formatura a pressione vivono nella stessa famiglia, ma svolgono ruoli diversi in officina. Questa guida illustra ogni processo passo per passo, mostra dove brillano (e dove no) e aggiunge consigli pratici e orientati alla progettazione che non si possono ottenere da un confronto sommario, tra cui le realtà degli utensili, il comportamento dei materiali, le regole del DFM, i compromessi sulla sostenibilità e quando scegliere le varianti a doppia lastra o rotanti per i pezzi strutturali. Inoltre, sottolineerò gli errori più comuni che gli ingegneri commettono quando passano da uno stampaggio a iniezione a uno di termoformatura e fornirò delle rapide regole empiriche da utilizzare nei preventivi o nelle prime stime dei costi. Per quanto riguarda il contesto produttivo reale, questi processi sono ampiamente applicati in progetti personalizzati gestiti da termoformatori professionisti come La migliore formatura sottovuoto.
Termoformatura vs. formatura sottovuoto: una rapida premessa
Versione breve: formatura sottovuoto è un tipo di termoformatura. La termoformatura è l'ombrello: si riscalda una lastra termoplastica, la si modella su uno stampo e si raffredda. All'interno di questo ombrello si trovano comunemente formatura sottovuoto (utilizzare l'aspirazione per tirare il foglio verso lo stampo), formatura a pressione (utilizzare aria pressurizzata + vuoto per ottenere maggiori dettagli), e a doppio foglio / rotante / a soffietto varianti per tipi di pezzi specifici. Si pensi alla formatura sottovuoto come opzione a basso costo, veloce e per pezzi di grandi dimensioni; alla formatura a pressione come metodo di termoformatura a più alta fedeltà; e alla doppia lamiera/rotativa come rami specializzati per pezzi cavi o molto veloci.
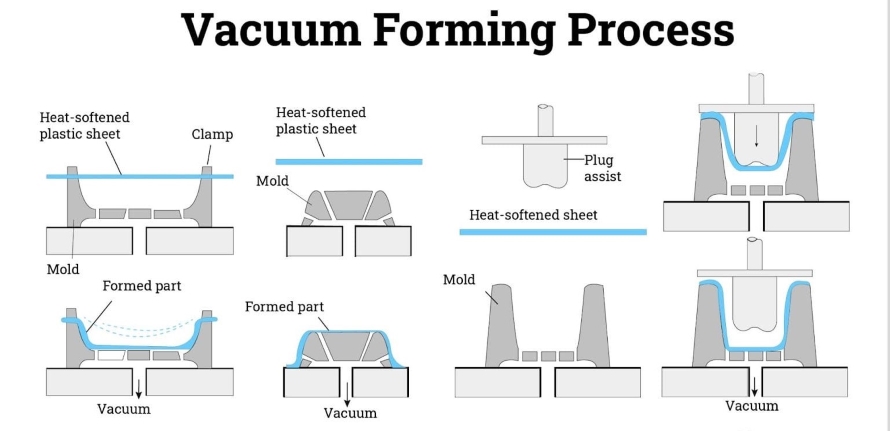
Che cos'è la formatura sottovuoto?
La formatura sottovuoto riscalda una lastra termoplastica fino a renderla malleabile, la drappeggia sopra (o dentro) uno stampo monofacciale, quindi rimuove l'aria sotto la lastra con il vuoto, in modo che la pressione atmosferica costringa la plastica a conformarsi. Dopo il raffreddamento, la pelle formata viene rifilata e rifinita. È un metodo semplice e robusto, ideale per pezzi di grandi dimensioni e dettagli delicati (angoli arrotondati, facce lisce) - esempi: vassoi, espositori per punti vendita, rivestimenti per elettrodomestici e alcuni vassoi medici. Poiché gli utensili possono essere di legno, epossidici o di alluminio, la formatura sottovuoto è popolare per la prototipazione e la produzione medio-bassa, soprattutto nei settori dedicati. Servizi di formatura sottovuoto che supportano sia le applicazioni a spessore ridotto che quelle a spessore elevato.
Che cos'è la formatura a pressione?
La formatura a pressione si basa sulla formatura sottovuoto aggiungendo pressione positiva dell'aria sul lato non stampo, mentre sul lato stampo si utilizza il vuoto o il serraggio. La pressione aggiuntiva costringe la lastra ammorbidita a entrare nelle cavità dello stampo, migliorando in modo significativo la riproduzione della superficie, la nitidezza degli elementi e la definizione dei bordi, colmando il divario con l'estetica dello stampaggio a iniezione. Costa di più (attrezzature più robuste, pinze e sistemi di pressione più complessi), ma è la soluzione ideale quando la cosmesi e le texture sottili sono importanti (lunette di automobili, alloggiamenti di fascia alta, vetrine per la vendita al dettaglio), in particolare nei casi più impegnativi. applicazioni automobilistiche.
Che cos'è la termoformatura?
La termoformatura (termine generico) è il processo generale di riscaldamento, formatura e raffreddamento di una lastra termoplastica. Include metodi a foglio singolo (formatura sotto vuoto e a pressione), foglio gemello (due fogli formati e fusi per ottenere parti strutturali cave) e la termoformatura continua/rotativa per una produttività molto elevata. La termoformatura è utilizzata in tutti i settori industriali, dall'imballaggio agli interni di autoveicoli, fino agli alloggiamenti di dispositivi medici, e la scelta del materiale è spesso guidata dalle esigenze di prestazione delineate in un documento professionale. guide ai materiali. I punti chiave di controllo sono l'uniformità di riscaldamento, la temperatura dello spezzone, la velocità di formatura e il raffreddamento del pezzo, che determinano la distribuzione dello spessore della parete, la chiarezza ottica e la stabilità dimensionale.
Che cos'è la termoformatura
Quali sono le differenze tra formatura sottovuoto, formatura a pressione e termoformatura?
Processo - passo dopo passo (cosa succede effettivamente)
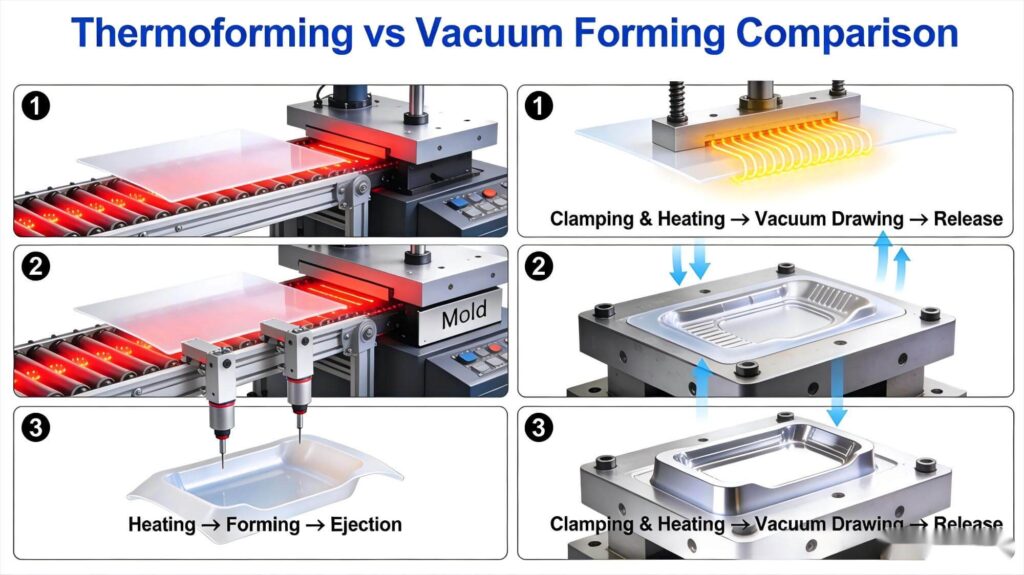
Che cos'è il processo di formatura sottovuoto?
Fissare una lastra termoplastica nel telaio.
Riscaldare (di solito zone radianti IR) fino a quando la lastra raggiunge la temperatura di formatura.
Abbassare il telaio su uno stampo monofacciale e fare il vuoto per tirare la lastra verso lo stampo.
Tenere fino a quando non si è raffreddato abbastanza da mantenere la forma.
Sformatura e rimozione di finiture/eccessi.
processo di formatura sottovuoto
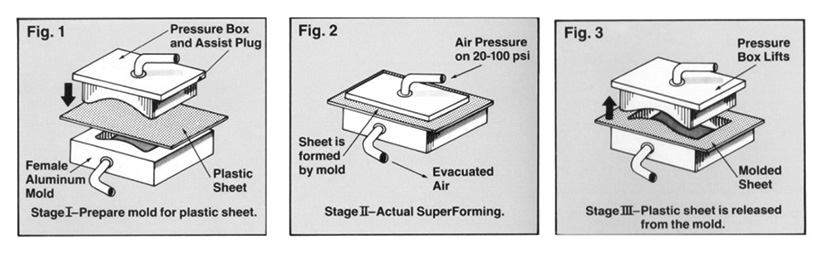
Qual è il processo di formatura a pressione?
Stesse fasi iniziali della formatura sottovuoto, ma prima o durante il contatto con lo stampo, applicare aria compressa sul lato non stampo (a volte dopo l'aspirazione iniziale). L'aria spinge il materiale nei dettagli più fini dello stampo e consente di replicare più fedelmente le texture e le caratteristiche più nitide. Le macchine includono morsetti più robusti, camere di pressione e un controllo più preciso del riscaldamento per garantire proprietà uniformi del materiale.
Processo di formatura a pressione
Qual è il processo di termoformatura?
“Il termine ”termoformatura" descrive la sequenza complessiva - riscaldamento, formatura (sottovuoto, a pressione o altro), raffreddamento, rifilatura - più le varianti (a doppia lastra, a soffietto, con assistenza a spina, rotativa). Si vedranno i plug assist usati per controllare il flusso di materiale per le estrazioni profonde, la formatura a soffietto per controllare la distribuzione dello spessore e il twin-sheet, in cui due stampi abbinati si formano e poi vengono pressati insieme per creare pezzi cavi, comunemente visti nella produzione di prodotti personalizzati. produzione di prodotti in plastica.
Utensili per stampi - costi, materiali, finiture e ciclo di vita
Stampi utilizzati per la formatura sottovuoto
Opzioni comuni: legno, epossidico/composito, Alluminio lavorato a CNC. Il legno è veloce ed economico per i prototipi; l'alluminio (solido o fuso) è il cavallo di battaglia per i volumi medio-alti e garantisce un raffreddamento ripetibile e una finitura superficiale fine. Si prevedono tempi di consegna più brevi e costi inferiori rispetto agli stampi a iniezione. La finitura superficiale dello stampo deve corrispondere alla finitura estetica desiderata (levigata/verniciata per i prototipi, lavorata/testurizzata per la produzione).
Stampi utilizzati per la formatura a pressione
Perché la formatura a pressione applica forze maggiori, gli stampi devono essere più rigidi e più fini - di solito alluminio CNC con eventuale raffreddamento ad acqua o inserti multipli. Le tolleranze degli utensili sono più strette e il trasferimento della struttura superficiale è più letterale, quindi la preparazione dello stampo e la lucidatura sono più importanti. Il costo degli utensili è superiore a quello della formatura sottovuoto (ma comunque ben al di sotto degli utensili per iniezione ad alto contenuto di acciaio).
Stampi utilizzati per la termoformatura (a doppia lastra, rotativi)
La termoformatura a doppia lastra richiede un'attrezzatura superiore/inferiore e un allineamento accurato; la termoformatura rotativa utilizza stampi cilindrici e richiede un'elevata intensità di capitale, ma è eccellente per le linee di confezionamento continue ad alta velocità.
Applicazione - dove ogni metodo si adatta meglio
Applicazioni della formatura sottovuoto
Pannelli di grandi dimensioni, vassoi, accessori per auto, conchiglie per imballaggi, espositori POS, rivestimenti per elettrodomestici, alloggiamenti a basso costo. Quando avete bisogno di pezzi grandi e veloci con requisiti cosmetici modesti, la formatura sottovuoto eccelle, anche per quanto riguarda calibro sottile e calibro spesso produzione.
Box da tetto per auto
Applicazioni della formatura a pressione
Componenti ad alta cosmesi: lunette degli strumenti, frontalini dell'elettronica di consumo, finiture degli interni automobilistici e altri componenti in cui i dettagli superficiali, la nitidezza e la riproduzione delle texture sono fondamentali. È una valida alternativa allo stampaggio a iniezione quando i volumi sono medi e la fedeltà della superficie è importante.
Applicazioni della termoformatura
Ampia: da sottili imballaggi monouso (vaschette in PET) a componenti strutturali a doppia lastra (pallet cavi, condotti) e a parti di consumo di medie dimensioni (frigoriferi, cruscotti). La flessibilità della termoformatura la rende la prima scelta per la prototipazione fino a molti volumi di produzione.
Vantaggi: i veri punti di forza
Vantaggi della formatura sottovuoto
Costi di attrezzaggio ridotti e tempi di consegna brevi.
Ottimo per pezzi di grandi dimensioni che sarebbero costosi nello stampaggio a iniezione.
Macchine semplici, facilmente scalabili per piccole tirature.
Vantaggi della formatura a pressione
Maggiore fedeltà delle superfici e capacità di catturare texture sottili.
Migliore definizione dei bordi e riduzione delle pieghe rispetto alla formatura sottovuoto.
Può assumere l'aspetto di stampo a iniezione per i cosmetici.
Vantaggi della termoformatura (ombrello)
Varietà di materiali e opzioni di riciclabilità; utensili convenienti per molti casi d'uso; iterazione rapida. La doppia lastra apre parti strutturali cave senza assemblaggio secondario; i sistemi rotativi consentono una produttività molto elevata per l'imballaggio.
Svantaggi: i limiti realistici
Svantaggi della formatura sottovuoto
Limitazione dei dettagli fini e dei sottosquadri; maggiore difficoltà a mantenere tolleranze dimensionali strette; punti più o meno spessi (assottigliamento) quando si disegnano forme profonde.
Svantaggi della formatura a pressione
Costo dell'utensileria e della macchina più elevato rispetto alla formatura sottovuoto; ciclo/impostazione leggermente più lunghi; non è ancora all'altezza dello stampaggio a iniezione per pezzi complessi a più funzioni con tolleranze strette.
Svantaggi della termoformatura
Il materiale di scarto della rifilatura (anche se spesso la rifilatura può essere riciclata) e i vincoli di progettazione, come i rapporti di tiro, gli angoli di sformo e i raggi minimi, devono essere rispettati, pena la formazione di strappi e fettucce.
Costi - attrezzaggio, per pezzo e indicazioni sui volumi
Gli utensili per la termoformatura sono sostanzialmente inferiore rispetto agli stampi a iniezione. Gli utensili tipici per la termoformatura rientrano in una gamma molto ampia (regola approssimativa: $2k-$30k a seconda del materiale e della complessità; molti sono compresi tra $4k-$7k per utensili standard in alluminio). Gli utensili per la formatura sottovuoto possono essere più economici (legno/ epossidico) per i prototipi; quelli per la formatura a pressione sono più alti a causa dei requisiti di rigidità e finitura. Il costo per pezzo dipende dal materiale, dal tempo di ciclo, dalla resa di scarto/taglio e dalle operazioni di finitura; ripartire il costo dell'utensileria sul volume previsto per ottenere l'ammortamento dell'utensileria per pezzo (esempio: un utensile $3k su 3.000 pezzi è $1,00 per pezzo). Per volumi medi in cui l'attrezzaggio per lo stampaggio a iniezione è proibitivo, la formatura a pressione può essere un'alternativa cosmetica convincente.
Prosperità - tendenze di mercato e crescita della domanda
Imballaggio sostenibile: I termoformati in PET con contenuto di PCR stanno accelerando in base alle normative sulla circolarità e sull'EPR - i vassoi termoformati sono un obiettivo primario per l'incorporazione del contenuto riciclato.
Beni di consumo estetici: la formatura a pressione cattura le tendenze di finitura e texture senza l'uso di utensili per l'iniezione.
Parti strutturali leggere: la termoformatura a doppia lastra sostituisce gli assemblaggi metallici o saldati più pesanti per gli alloggiamenti e i componenti cavi.
Automazione e controllo qualità: Il rilevamento IR e il riscaldamento a zone garantiscono una migliore ripetibilità e una riduzione degli scarti. Queste tendenze fanno sì che la termoformatura rimanga in buona salute nei mercati dell'imballaggio, del medicale, dell'automotive e degli elettrodomestici.
Materiale utilizzato - plastiche tipiche e regole di selezione
Plastica utilizzata per la formatura sottovuoto
ABS, HIPS (polistirene ad alto impatto), PETG, PVC, acrilico (PMMA) per le ottiche, policarbonato (quando è necessaria la resistenza agli urti), polipropilene per le parti flessibili. La scelta dipende dall'impatto, dalla resistenza chimica, dalla compatibilità FDA/medicale e dalla facilità con cui la lastra si forma a temperature lavorabili.
Elettronica ed elettrodomestici
Plastica utilizzata per la formatura a pressione
Polimeri simili a quelli della formatura sottovuoto, ma la formatura a pressione spesso privilegia materiali che trattengono bene i dettagli (ABS, PETG, alcuni tipi di PC e miscele ingegnerizzate). I materiali amorfi a spessore sottile possono garantire un'eccellente chiarezza della superficie e il trasferimento della texture.
Plastica utilizzata per la termoformatura (doppia lastra / strutturale)
HDPE e PET per imballaggi e vaschette riciclabili; ABS e PC per parti strutturali e cosmetiche; lastre appositamente formulate per alloggiamenti sterilizzabili per uso medico o per applicazioni ignifughe. Twin-sheet può anche utilizzare lastre diverse per combinare rigidità e finitura superficiale.
Suggerimenti per la progettazione e la produzione (profondi e pratici, che spesso sfuggono ai concorrenti).
Prima il rapporto di estrazione - mantenere un rapporto profondità/larghezza modesto (idealmente vicino a 1:1, evitare gli estremi). Se avete bisogno di tasche profonde, usate assistenti a spina o dividete il pezzo.
Gli angoli della bozza sono importanti - le pareti verticali necessitano solitamente di un tiraggio di 3°-5° (maggiore per gli stampi femminili e le finiture più grezze). Un tiraggio insufficiente provoca incollamenti e strappi.
Controllo delle zone di riscaldamento - utilizzare un riscaldamento IR a zone per ottenere una temperatura uniforme; in caso contrario, si otterranno punti sottili e una formazione incoerente. Considerate i pirometri IR senza contatto per il controllo qualità.
Piano per finiture e scarti - la termoformatura genera scarti di rifilo; progettare il nesting per ridurre gli scarti e qualificare i percorsi di riciclaggio per gli scarti (molte termoformatrici reintroducono i rifili nel rimacinato a ciclo chiuso).
Finitura superficiale: prima lo stampo - Se la superficie cosmetica è importante, è necessario che la finitura dello stampo sia corretta (livelli di lucidatura SPI, texture): la plastica formata rispecchierà l'utensile. La formatura a pressione trasferisce i dettagli molto meglio della formatura sotto vuoto.
Struttura a doppia lastra - se si ha bisogno di una resistenza cava, di nervature integrate o di cavità sigillate senza assemblaggio, la doppia lastra spesso batte l'assemblaggio in più parti per peso e costi a volumi medi.
Insidie comuni (e come evitarle)
Progettare con la mentalità dello stampo a iniezione (nervature strette, minuscole bugne, spigoli interni taglienti): invece, ingrandire le caratteristiche, aggiungere bozze e raggi e accettare la variabilità dello spessore delle pareti.
Aspettatevi che la formatura sottovuoto riproduca texture fini: usate la formatura a pressione quando avete bisogno di texture o ottiche nitide.
Sottovalutare la durata degli utensili: gli stampi in legno/ epossidico sono economici ma si usurano; prevedere la sostituzione o l'aggiornamento in caso di aumento dei volumi.
Conclusione: quale scegliere?
Prototipi e bassi volumi, pezzi grandi, cosmetica semplice → Formatura sotto vuoto.
Volumi medi + alta qualità delle superfici + texture dettagliate → Formatura a pressione.
Parti strutturali cave o imballaggi ad alta produttività molto specifici → Termoformatura a doppio foglio o rotativa. La flessibilità, i minori costi di attrezzaggio e le opzioni di materiale fanno della termoformatura un'ottima alternativa allo stampaggio a iniezione quando i volumi, l'estetica e le esigenze strutturali sono bilanciati correttamente. Utilizzate la lista di controllo DFM di cui sopra (rapporto di stiro, tiraggio, controllo del riscaldamento, scelta degli utensili) per ottenere preventivi che riflettano la reale producibilità.
Pratica lista di controllo di una pagina da portare ai preventivi
Dimensioni finali del pezzo e tolleranza target
Materiale (marca/grado) e se è necessaria la PCR/il grado alimentare
Operazioni secondarie necessarie (rifinitura, CNC, stampa, saldatura) Portate questo dato e chiedete ai fornitori di fare un preventivo: (a) utensili per prototipi (legno/ epossidico), (b) utensili di produzione in alluminio e (c) costo per pezzo a volumi di 1k / 5k / 20k in modo da poter ammortizzare le scelte degli utensili.
Rivolgetevi ora ai nostri esperti
Se vuoi, possiamo farlo:
rivedere un modello CAD con controlli DFM di termoformatura,
suggerire le qualità dei materiali (comprese le opzioni PCR/PET per gli imballaggi riciclabili), e
fornire un confronto dei costi in tre scenari (prototipo rapido, formatura a pressione a metà tiratura, doppia lastra per la struttura).
Parlate con i nostri esperti ora - Fornite le stampe dei pezzi o un file STEP e noi eseguiremo la lista di controllo DFM e forniremo i passi pratici successivi.
Meraviglioso! Condividi questa notizia:
Se questa guida vi è stata utile, condividetela - piccoli preferiti: LinkedIn per i colleghi del settore, i team di prodotto o il vostro responsabile degli acquisti. Volete che questa guida sia riscritta in un PDF di una pagina o in una slide per le presentazioni ai clienti? Ditelo e lo convertirò con le diapositive di approfondimento (strumenti, costi, lista di controllo DFM, esempi di casi).
TKP Plastic è il principale fornitore cinese di soluzioni di formatura sottovuoto. Il nostro impegno per l'innovazione, la qualità senza compromessi e la totale soddisfazione del cliente ci contraddistingue. La nostra esperienza ci consente di realizzare progetti che eccellono per economicità, complessità del design e sostenibilità della produzione. Collaborate con TKP per dare vita alla vostra visione con precisione e affidabilità.