Parlate con il nostro ingegnere, ottenete una soluzione in 20 minuti
I nostri ingegneri sono esperti di prodotti per la formatura sottovuoto, potete comunicare loro qualsiasi requisito e richiesta specifica, quindi elaboreranno la soluzione più rapida e ve la rispediranno gratuitamente.
Quali sono le migliori materie plastiche per la formatura sottovuoto 2026?
Indice dei contenuti
La formatura sottovuoto sembra semplice: si scalda una lastra, si fa il vuoto e si ottiene una forma. Ma il vero lavoro consiste nello scegliere il plastica destra per il lavoro da svolgere: la scelta che impedisce di rovinare un utensile, di avere un'adesione discontinua della vernice o di avere un pezzo che si rompe sei mesi dopo la spedizione. Questa guida vi fornisce la lista ristretta (e il motivo per cui ogni materiale si comporta nel modo in cui si comporta), suggerimenti reali sperimentati in officina, un facile “flusso decisionale in 2 minuti” e una ricetta pratica per i prototipi che potete utilizzare oggi stesso.
Smettete di pensare con le schede tecniche dei prodotti e iniziate a pensare su tre assi:
Ottica e finitura - Avete bisogno di un vetro trasparente o di un opaco verniciabile?
Ambiente e carichi - all'interno, ai raggi UV esterni, alle sostanze chimiche, al calore o alle ripetute flessioni?
Ciclo di vita e riciclabilità - riutilizzabili? riciclabili? a contatto con gli alimenti?
Assegnate un punteggio da 0 a 5 a ciascun asse e usatelo per restringere la rosa dei candidati. La parte restante di questa guida spiega come i polimeri più comuni si adattano a questi assi e quali sono le conseguenze di una scelta sbagliata.
Le principali materie plastiche utilizzate nella formatura sottovuoto (cosa scegliere e perché)
Sotto ogni materiale c'è un breve quando raccogliere, debolezza reale, nota pratica di formazione, e una breve lista di controllo per una rapida verifica.
Quando scegliere: Alloggiamenti interni, parti verniciate, prototipi funzionali che possono essere stampati a iniezione. Veri punti deboli: Ingiallimento all'esterno e cricche da stress sui bordi di taglio taglienti se rifilati a freddo. Note pratiche sulla formatura: buona tenacità e verniciabilità; aspettatevi un moderato ritorno elastico - aggiungete una bozza e raggi generosi.
Quando sceglierlo: espositori di alta qualità, diffusori di luce, unità POS dove la chiarezza e la lucidità sono importanti. Punti deboli: Fragilità: gli elementi sottili e taglienti si rompono sotto carico. Utilizzare sezioni più spesse o supporti strutturali. Note pratiche sulla formatura: si forma bene, ma richiede un riscaldamento attento e una manipolazione lenta; si può lucidare fino a ottenere una finitura quasi vetrosa. Le finestre tipiche per la termoformatura variano a seconda del tipo di prodotto (fuso o estruso) - vedere le gamme di formatura qui sotto.
APET - L'imballaggio trasparente preferito
Quando scegliere: Vaschette per alimenti, blister, imballaggi trasparenti dove la barriera e la brillantezza sono importanti. Punti di debolezza reali: Suscettibile a variazioni da ritiro se rifilato male. Nota pratica sulla formatura: basse temperature di formatura per la chiarezza; molto comune negli imballaggi.
ASA - Alternativa in ABS resistente alle intemperie
Quando sceglierlo: Tutte le applicazioni esterne in cui i raggi UV e la stabilità del colore sono importanti (alloggiamenti esterni, cartellonistica). Vero punto debole: Leggermente più costoso dell'ABS, ma riduce i costi di garanzia a lungo termine. Nota pratica sulla formatura: comportamento di formatura simile a quello dell'ABS, ma chiedete al vostro fornitore i dati relativi alla qualità per esterni.
Gradi ESD / Conduttivi - Per l'elettronica sensibile
Quando scegliere: Vassoi, coperture e involucri che devono dissipare le cariche elettrostatiche. Vero punto debole: Gli additivi possono modificare il comportamento di formatura (controllare l'estrazione e la finitura). Nota pratica sulla formatura: prima della prototipazione, chiedere un intervallo di resistività superficiale (ad esempio, 10^4-10^9 Ω).
Quando scegliere: Espositori per punti vendita, alloggiamenti a bassa sollecitazione, imballaggi economici. Vero punto debole: Resistenza chimica inferiore a quella delle poliolefine. Note pratiche sulla formatura: Economico e indulgente, è un comune punto di riferimento per i negozi. Le temperature tipiche di formatura sono ben documentate di seguito.
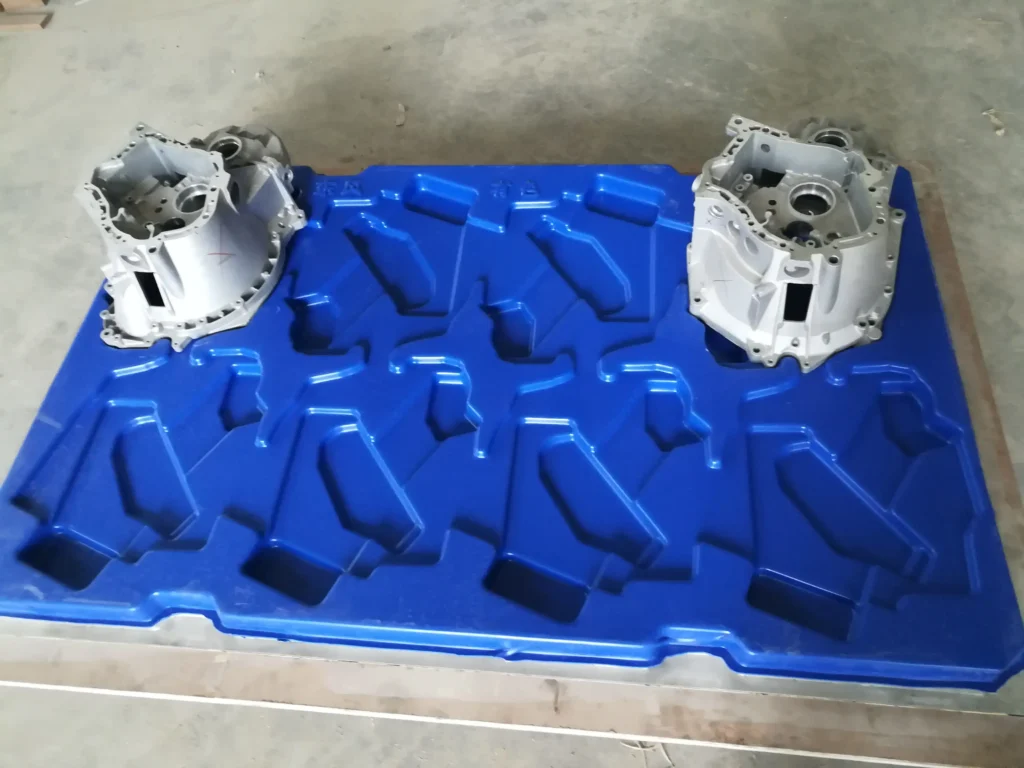
Quando raccogliere: Serbatoi, bidoni, coperture esposte a sostanze chimiche. Punti di debolezza reali: Restringimento e scivolamento più elevati; l'attrezzaggio deve tenerne conto. Nota pratica sulla formatura: la finestra più stretta e il comportamento semicristallino richiedono uno stretto controllo del processo.
Vassoio per ricambi automobilistici in HDPE
PETG - Trasparente e indulgente per i tiri in profondità
Quando scegliere: Blister, vaschette mediche, confezioni trasparenti con resistenza agli urti. Vero punto debole: Non è resistente ai graffi come l'acrilico, ma è molto più resistente. Nota pratica sulla formatura: eccellente comportamento in fase di imbutitura e più facile da formare rispetto al policarbonato. Vedere la finestra di formatura qui sotto.
Polipropilene (PP) - Flessibile e leggero
Quando scegliere: Parti che necessitano di resistenza alla flessione/fatica, imballaggi a basso costo. Vero punto debole: Bassa energia superficiale: vernici e adesivi devono essere pretrattati. Nota pratica sulla formatura: si forma in fase solida o fusa; le temperature variano a seconda della tecnica - vedi fonti sotto.
PVC - Rigido e versatile (da usare con cautela)
Quando scegliere: Protezioni, alloggiamenti industriali, parti rigide formate. Veri punti deboli: Considerazioni sui fumi; utilizzare una ventilazione adeguata e gradi conformi. Nota pratica sulla formatura: si adatta bene a molte macchine, ma è necessario verificare le regole VOC nel proprio stabilimento.
Questi sono punti di partenza pratici per le prove; convalidare sempre sulla propria macchina e con lo spessore della lastra.
Progettazione ed elaborazione: cosa risolve effettivamente i problemi
Questi sono i passi fattibili che cambiano i risultati, non solo la teoria.
Misurare la temperatura di abbassamento, non fidarsi dei quadranti del forno. Usare una pistola a infrarossi o termocoppie di superficie per verificare che il foglio raggiunga un'inclinazione uniforme. Calore non uniforme = fettuccia e dettagli scadenti.
Assist di spina per i sorteggi profondi. I tappi in silicone o in teflon preallungano il materiale e preservano lo spessore delle pareti negli angoli. Se gli angoli sono sempre sottili, aggiungere un tappo.
Precompensazione CAD. I polimeri si ritirano e tornano indietro. Aggiungete una pre-compensazione alla geometria dell'utensile, invece di rilavorare dopo la prima prova negativa.
Progettare componenti di facile manutenzione. Nidificare in modo efficiente, mantenere un assetto costante e ridurre al minimo i micro-kerf che creano fluttuazioni.
Anticipare la conclusione. Il PETG e l'acrilico si lucidano e si incollano in modo diverso rispetto all'ABS/HIPS. Specificare in anticipo la finitura (vernice, stampa, lucidatura) ed eseguire un test di adesione durante la prototipazione.
Ricetta per prototipi - fare questo in un giorno e smettere di tirare a indovinare
Campioni tagliati: tre fogli del polimero candidato, dello stesso spessore della produzione.
Eseguire tre estrazioni: poco profondi (tratto 10-20%), medi (30-50%), profondi (utilizzare l'ausilio della spina). Etichettare le parti A/B/C.
Misura: spessore della parete con un micrometro in quattro punti (angolo, flangia, metà parete, testa). Registrare la percentuale di assottigliamento.
Test di finitura: applicare la vernice/stampa prevista su un campione rifilato; polimerizzare e fare una prova di adesione con nastro adesivo/peel.
Controllo ambientale rapido: mettere un campione in un armadio caldo e umido (se necessario) o sotto una lampada UV per un esame accelerato. Registrare eventuali screpolature o decolorazioni.
Se l'assottigliamento della parete > 40% negli angoli o se la vernice non supera la prova del nastro adesivo, tornare indietro: cambiare il materiale o aggiungere l'assistenza ai tasselli / i raggi della geometria. Questo piccolo ciclo risparmia enormi grattacapi in seguito.
Breve storia di un negozio (comune ed evitabile)
Spesso i team di produzione scelgono l'ABS perché è economico e familiare, ma poi i pezzi si rompono alla luce del sole e il cliente richiede un reso in garanzia. Il passo da evitare? Valutare il pezzo in questione rispetto ai tre assi di cui sopra ed eseguire un prototipo in 5 parti con ASA (o vernici stabili ai raggi UV) prima di impegnarsi. I piccoli test iniziali sono importanti.
Sostenibilità e fine vita (riflessione pratica)
I design monomateriale (ad esempio, vassoio in PETG semplice) sono più facili da riciclare rispetto ai laminati multimateriale.
La maggiore durata di ASA all'esterno può essere complessivamente più ecologica rispetto all'ABS economico che viene sostituito frequentemente.
Chiedete ai fornitori le opzioni TDS/SDS e di recupero; non date per scontato che “riciclabile” equivalga a “riciclato” nella vostra regione.
Scheda di risoluzione dei problemi
Strappi agli angoli: provare l'assistenza al tappo, un leggero aumento della temperatura o raggi più grandi.
Fettuccia: calore non uniforme - misurare e riequilibrare le zone del forno.
Deformazione dopo l'assetto: controllare la velocità di raffreddamento e le tensioni residue; lasciare che i pezzi si rilassino su rastrelliere piane.
Ottica scadente: ridurre la velocità di formatura e garantire una temperatura di formatura uniforme per ottenere gradi chiari.
Flusso decisionale rapido di 2 minuti (da consegnare all'ufficio acquisti)
Basso costo + vernice? → HIPS/ABS (confermare la finitura).
Sempre: prototipare con la lastra scelta prima di attrezzarla.
Conclusione: scegliere presto, prototipare velocemente, risparmiare in seguito
La lastra più economica del preventivo può essere la scelta più costosa se causa rilavorazioni, resi o una finitura non riuscita. Valutate le vostre esigenze (ottica, ambiente, durata), eseguite la ricetta del prototipo in 5 parti di cui sopra e iterate una volta sola: risparmierete settimane e migliaia di scarti. Contatto Il team TKP per avere maggiori informazioni professionali per avviare il vostro progetto.
TKP Plastic è il principale fornitore cinese di soluzioni di formatura sottovuoto. Il nostro impegno per l'innovazione, la qualità senza compromessi e la totale soddisfazione del cliente ci contraddistingue. La nostra esperienza ci consente di realizzare progetti che eccellono per economicità, complessità del design e sostenibilità della produzione. Collaborate con TKP per dare vita alla vostra visione con precisione e affidabilità.