Parlate con il nostro ingegnere, ottenete una soluzione in 20 minuti
I nostri ingegneri sono esperti di prodotti per la formatura sottovuoto, potete comunicare loro qualsiasi requisito e richiesta specifica, quindi elaboreranno la soluzione più rapida e ve la rispediranno gratuitamente.
L'acrilico può essere facilmente formato sottovuoto?
Indice dei contenuti
Risposta breve: Sì, in modo affidabile, ma solo se si rispetta la sua personalità. L'acrilico (PMMA) ricompensa il riscaldamento accurato, l'allungamento controllato e la ricottura post-processo con una chiarezza e una stabilità ai raggi UV spettacolari. Ignorate questi passaggi e vi ripagherà con screpolature, lacerazioni o parti che invecchiano male.
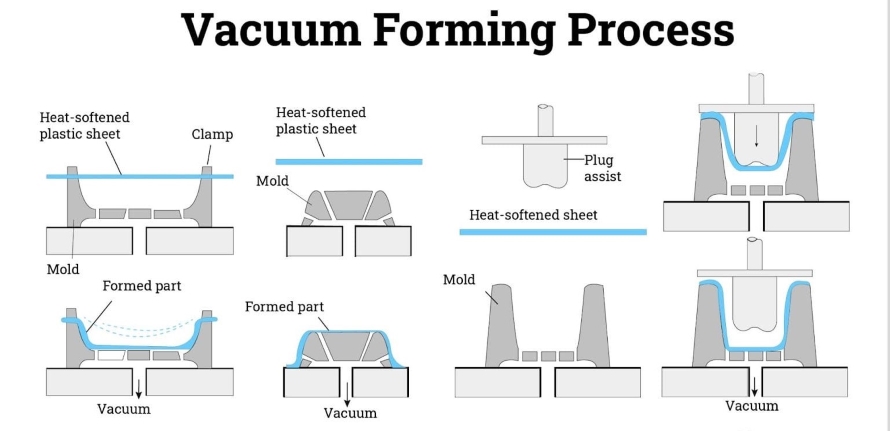
acrilico formato sottovuoto
Introduzione: un punto di vista umano
Sottotitolo: questa non è “solo un'altra plastica”.” L'acrilico è il campione dell'aspetto del vetro: cristallino, lucido e resistente ai raggi UV. Per questo è il materiale preferito per le vetrine dei negozi, gli espositori dei musei e le lenti che guidano la luce. Ma a differenza dei comuni termoformatori (PETG, ABS sottile), l'acrilico si comporta come un utensile di precisione: un piccolo errore di temperatura o di serraggio si traduce in un pezzo rovinato. Questo articolo spiega cosa da fare, perché funziona e come per organizzare esperimenti rapidi, in modo che la prima prova non sia l'ultima.
(Punto chiave: le seguenti gamme tecniche e procedure riflettono le indicazioni del produttore e i manuali di formatura sottovuoto - vedere i riferimenti collegati dopo ogni sezione pratica).
Cos'è l'acrilico (PMMA) e perché questo influenza le scelte di processo
Sottotitolo: chiarezza fragile vs. finestre di processo flessibili Il PMMA è un termoplastico amorfo con eccellenti proprietà ottiche e buona resistenza ai raggi UV. Questa chiarezza comporta degli svantaggi: Il PMMA è relativamente fragile e ha una finestra di formatura utile più ristretta rispetto a plastiche più tolleranti. Per questo motivo è necessario un controllo più accurato del calore, un'estrazione più lenta per gli elementi profondi e un'adeguata riduzione delle sollecitazioni.
Se si confrontano i materiali, l'acrilico si colloca a fianco di altre plastiche ingegnerizzate comunemente usate in materiali per la formatura sottovuoto.
Materiale acrilico
Acrilico colato o estruso: scegliere la lastra giusta
Sottotitolo: la scelta cambia il comportamento del foglio sotto il calore
Acrilico fuso: In genere, la qualità della superficie è migliore e le prestazioni ottiche sono più elevate; molti negozi la preferiscono per i pezzi da esposizione. Può essere meno indulgente durante la formatura (memoria elastica), per cui il riscaldamento e la sosta devono essere ottimali.
Acrilico estruso: generalmente più facili da formare, più coerenti dal punto di vista dimensionale ed economici; possono essere più sensibili ai gradienti termici locali e alle sollecitazioni di lavorazione. La scelta della lastra deve corrispondere alle priorità finali (chiarezza rispetto a facilità e prezzo).
Temperatura e riscaldamento: il cuore del successo
Sottotitolo: ottenere un calore uniforme e prevedibile - tutto il resto viene di conseguenza Le fasce di formatura tipiche riportate dai produttori e dalle guide tecniche collocano la formatura dell'acrilico tra circa 140-190 °C (≈285-375 °F) a seconda dello spessore, del grado e dell'attrezzatura. Il PMMA presenta un indicatore visivo molto utile - diventa traslucido/“chiaro” nella giusta zona di formatura - ma non affidatevi alla sola vista: utilizzate pirometri, termocoppie o IR calibrati. Un riscaldamento non uniforme provoca un allungamento eccessivo, lacerazioni o screpolature locali.
Suggerimenti per apparecchiature e processi che riducono rapidamente gli scarti
Sottotitolo: cambiamenti reali che fanno una differenza misurabile
Utilizzare riscaldatori al quarzo suddivisi in zone (o IR su due lati) per ottenere l'uniformità dello spessore; aggiungere una breve immersione dopo il riscaldamento in modo che l'anima raggiunga la temperatura desiderata.
Considerare sempre gli assistenti alla spina per trafile profonde o nastri sottili - regolano il flusso di materiale e riducono l'assottigliamento.
Formazione di pressione (vuoto + pressione positiva) è il vostro amico quando i dettagli e gli spigoli sono importanti: offre una definizione più nitida con meno sollecitazioni localizzate rispetto al solo vuoto.
Prova di ogni nuovo lotto di lastre - Il comportamento del PMMA varia tra colato/estruso e anche tra i lotti.
Le configurazioni di formatura avanzate spesso combinano il vuoto e la pressione attraverso un sistema professionale. Servizi di formatura sottovuoto.
Guida alla progettazione: buone abitudini che danno buoni frutti
Sottotitolo: progettare per evitare il dolore del processo, non per mettersi in mostra
Utilizzate raggi generosi (senza bordi a coltello), disegnate sulle verticali ed evitate le aste molto profonde e strette. I raggi piccoli concentrano la tensione e favoriscono le lacerazioni.
Mantenere graduali le modifiche della sezione trasversale per evitare un assottigliamento locale.
Aggiungete bocchette o canali di fuga per l'aria intrappolata: le bocchette invisibili battono le macchie.
Quando la qualità ottica è importante, preferire i metodi di formatura a soffio libero / senza contatto (in modo che la lastra non sfreghi sulla superficie dello stampo) o gli stampi lucidati e la formatura a pressione per ridurre lo sfregamento della superficie.
Modalità di guasto comuni - diagnosi + correzione (come leggere il pezzo)
Sottotitolo: non tirare a indovinare - diagnosticare e correggere deliberatamente
Screpolature (sottili linee bianche): indica che c'è uno stress residuo + rischio di esposizione a solventi e sostanze chimiche. Rimedio: ridurre le tensioni locali durante la formatura, quindi ricuocere con cura.
Lacerazioni o crepe fragili: solitamente la lamina non è riscaldata o l'estrazione è troppo veloce. Correggere: aumentare leggermente l'immersione, utilizzare l'assistenza alla spina, rallentare l'estrazione.
Macchie superficiali e segni di fusione: surriscaldamento o contaminazione. Rimedio: abbassare il setpoint del forno, pulire gli utensili, utilizzare supporti senza contatto.
Ricottura e post-elaborazione - non saltare questa fase
La ricottura allevia le tensioni interne ed è essenziale per il PMMA, soprattutto se i pezzi verranno incollati, lavorati, saldati con solventi o esposti a prodotti chimici per la pulizia. Le indicazioni dei produttori raccomandano comunemente la ricottura intorno a 80 °C (≈180 °F) con tempi basati sullo spessore (per lastre sottili almeno ~2 ore; per quelle più spesse seguire le regole per mm). Una tipica regola empirica tratta dai manuali di fabbricazione è ~1 ora per mm di spessore per il riscaldamento per la ricottura (con tempi minimi per i pezzi sottili) e il raffreddamento lento - ma controllate la scheda tecnica del produttore della lastra per i tempi esatti. Rimuovere i pezzi troppo presto dal forno annulla i benefici.
SOP pratica - un foglio di lavoro pronto per l'officina (punto di partenza generico)
Sottotitolo: uno scheletro collaudato che si può eseguire domani, e poi sartoriare
Importante: Questo è un modello iniziale. Modificare in base alla marca del foglio, alla macchina e allo stampo. Eseguire sempre prima i tagliandi.
Scheda di ispezione e preparazione - rimuovere la pellicola protettiva nei punti di contatto con gli elementi riscaldanti; verificare se si tratta di materiale fuso o estruso.
Preriscaldare il forno - impostare le zone del riscaldatore per raggiungere la temperatura superficiale misurata (vedere la tabella seguente). Utilizzare una termocoppia o un IR calibrato.
In ammollo - una volta che la temperatura della superficie è a portata di mano, lasciare un breve periodo di immersione in modo che il nucleo raggiunga la temperatura (il tempo dipende dallo spessore; vedere la tabella).
Trasferimento rapido all'area di formazione - avviare immediatamente il vuoto/pressione; utilizzare l'assistenza per le sezioni profonde.
Tenere premuto fino all'impostazione - mantenere il vuoto/la pressione finché il materiale non si è raffreddato a sufficienza per mantenere la forma.
Rifiniture e supporto - sostenere campate alte o piatte durante il raffreddamento.
Annalisa - mettere i pezzi in un forno di ricottura: ~80 °C (180 °F) - minimo ~2 ore per le parti sottili, oppure seguire le indicazioni di 1 ora/mm per quelle più spesse; raffreddare lentamente.
Matrice di prova rapida - utilizzare questi obiettivi di partenza (spessori comuni)
Ecco un Tavolo “Matrice di prova rapida” pulito e pronto per l'uso. che potete inserire direttamente nel vostro blog o nel vostro SOP. È scritto da un prospettiva dell'operatore reale/ingegnere di processo, non generiche gamme da libro di testo.
Matrice di prova rapida - Formatura sottovuoto di acrilico (PMMA)
Utilizzateli come obiettivi di partenza, non assoluti. È sempre necessario effettuare una regolazione fine in base alla marca della lastra, al tipo di forno e alla profondità dello stampo.
Spessore della lastra acrilica
Temp. superficie foglio target
Indizio di prontezza visiva (molto importante)
Tempo tipico di riscaldamento/ammollo*
Raccomandazione per l'assistenza alla spina
Metodo di formatura
Punto di partenza della ricottura
1,5 mm (≈1/16″)
140-155 °C
Il foglio diventa uniformemente lucido, senza increspature, con una minima flessione
30-90 secondi
Di solito non è richiesto
La formatura sotto vuoto è sufficiente
80 °C × 2 ore
3 mm (≈1/8″)
145-165 °C
Abbassamento uniforme su tutto il telaio, i bordi non sono più “stretti”.”
1-3 minuti
Consigliato per le tasche più profonde
Formatura sotto vuoto o a pressione
80 °C × 3 ore
4,5-6 mm (≈3/16″-1/4″)
150-170 °C
Abbassamento lento e pesante; il foglio sembra gommoso, non floscio
3-6 minuti
Fortemente raccomandato
Preferibile la formatura a pressione
80 °C × 4-6 ore
8-10 mm (≈5/16″-3/8″)
155-180 °C
Abbassamento profondo e controllato, senza bolle superficiali
6-10+ minuti
Essenziale
Formazione a pressione + estrazione lenta
80 °C × 8-10 ore
>10 mm (parti ottiche spesse)
160-185 °C
Completamente impregnato di calore, temperatura interna stabilizzata
10-15 minuti
Obbligatorio
Solo formatura a pressione
Seguire il programma del produttore (spesso 1 ora per mm)
*Il tempo di riscaldamento presuppone forni al quarzo o IR. I forni a convezione possono richiedere tempi di ammollo più lunghi.
Come utilizzare questa matrice (mentalità dell'operatore)
Fase 1 - Partenza fredda e conservativa Iniziare dal fascia bassa dell'intervallo di temperatura. L'acrilico punisce il surriscaldamento molto più che il surriscaldamento.
Fase 2 - Osservare il foglio, non solo il termometro Il segnale più affidabile è sagoma uniforme + lucentezza superficiale. Se il centro si affloscia ma i bordi rimangono rigidi → il riscaldamento è irregolare.
Fase 3 - Regolare una variabile alla volta Cambiamento temperatura O tempo di ammollo, mai tutte e due insieme.
Fase 4 - Bloccare le impostazioni solo dopo il successo della ricottura Un pezzo che sembra buono ma che si screpola dopo la ricottura significa uno stress nascosto: ridurre la velocità di trafilatura o aggiungere un plug assist.
Risultati comuni dei test
Cosa si vede
Cosa significa
Correzione immediata
Linee di stress bianche dopo la formatura
Lenzuolo troppo freddo o troppo teso
Aumentare il tempo di immersione o utilizzare un plug assist
Strappi agli angoli
Assottigliamento localizzato
Aumentare leggermente la temperatura + aggiungere il plug assist
Nebbia superficiale o bolle d'aria
Acrilico surriscaldato
Ridurre la temperatura, accorciare il ciclo di riscaldamento
Il pezzo sembra a posto ma poi si screpola
Sollecitazione residua
Miglioramento della ricottura + estrazione più delicata
Perché questa tabella è migliore delle guide generiche
La maggior parte dei blog della concorrenza si ferma a “L'acrilico si forma a X gradi”.” Questa matrice collega temperatura, spessore, comportamento, utensileria e post-lavorazione - che è il modo in cui funziona la vera formatura sottovuoto.
Se vuoi, posso farlo:
Convertire questo in un file poster stampabile di una pagina per il negozio
Adattarlo in modo specifico per acrilico colato o estruso
Creare un tabella di confronto fianco a fianco: Acrilico vs PETG vs Policarbonato (molto SEO)
Dimmi solo cosa vuoi dopo.
Economia e scelta del materiale: quando l'acrilico è la scelta giusta
Scegliete l'acrilico quando chiarezza, lucentezza e durata dei raggi UV non sono negoziabili. Se avete bisogno di resistenza all'urto, di una formatura meno difficile o di tempi di ciclo più rapidi, valutate policarbonato (finestra di formazione resistente e più ampia) o PETG (formatura più facile a temperature leggermente diverse). In molti lavori di cartellonistica l'acrilico vince per il valore percepito, ma costa di più in termini di tempi tecnici e scarti se il controllo del processo non è solido.
Nota sul campo: uno scenario realistico da cui imparare
Un fallimento comune nel mondo reale: un'officina ha riscaldato l'acrilico fuso da 6 mm a “quanto sembrava abbastanza caldo”, ma non ha mai immerso il centro; il pezzo si è strappato in una sottile striscia vicino a un angolo. La soluzione era duplice: aumentare l'immersione per portare la temperatura al centro e aggiungere un leggero plug-assist per prepiegare il materiale nella tasca in modo che l'allungamento non fosse localizzato. Risultato: successo alla prima prova, finitura ottica preservata, zero crazing dopo una ricottura standard. (Questo schema - surriscaldamento + stiramento localizzato - è una delle cause più ripetibili di scarto nella formatura del PMMA).
Lista di controllo finale prima di avviare la produzione
Sottotitolo: la lista di controllo dell'ultimo minuto in tempo di guerra
Grado del materiale e fusione/estrusione confermati.
Zone del forno calibrate, pirometro/termocoppia in posizione.
Piano di assistenza alla spina/forma di pressione pronto per aree profonde o dettagliate.
Programma di ricottura impostato e forno aperto.
Stampare i coupon e firmarli prima della corsa completa. (Se il coupon non funziona, fermarsi - non “modificare a metà corsa”).
Conclusione - il riassunto onesto
Acrilico assolutamente può Il PMMA può essere formato sottovuoto e, quando lo si fa bene, i risultati sono ineguagliabili in termini di chiarezza e finitura. Ma il PMMA è un materiale di precisione: richiede un riscaldamento accurato, un flusso di materiale pianificato (assistito da tappi e pressione) e una ricottura post-formatura disciplinata. Se il vostro progetto ha bisogno di un'ottica spettacolare e siete disposti a investire nel controllo del processo, l'acrilico è in grado di soddisfare le vostre esigenze. Se avete bisogno di velocità, resistenza agli urti o di una finestra di formatura molto ampia, considerate invece il PC o il PETG.
TKP Plastic è il principale fornitore cinese di soluzioni di formatura sottovuoto. Il nostro impegno per l'innovazione, la qualità senza compromessi e la totale soddisfazione del cliente ci contraddistingue. La nostra esperienza ci consente di realizzare progetti che eccellono per economicità, complessità del design e sostenibilità della produzione. Collaborate con TKP per dare vita alla vostra visione con precisione e affidabilità.