Parlate con il nostro ingegnere, ottenete una soluzione in 20 minuti
I nostri ingegneri sono esperti di prodotti per la formatura sottovuoto, potete comunicare loro qualsiasi requisito e richiesta specifica, quindi elaboreranno la soluzione più rapida e ve la rispediranno gratuitamente.
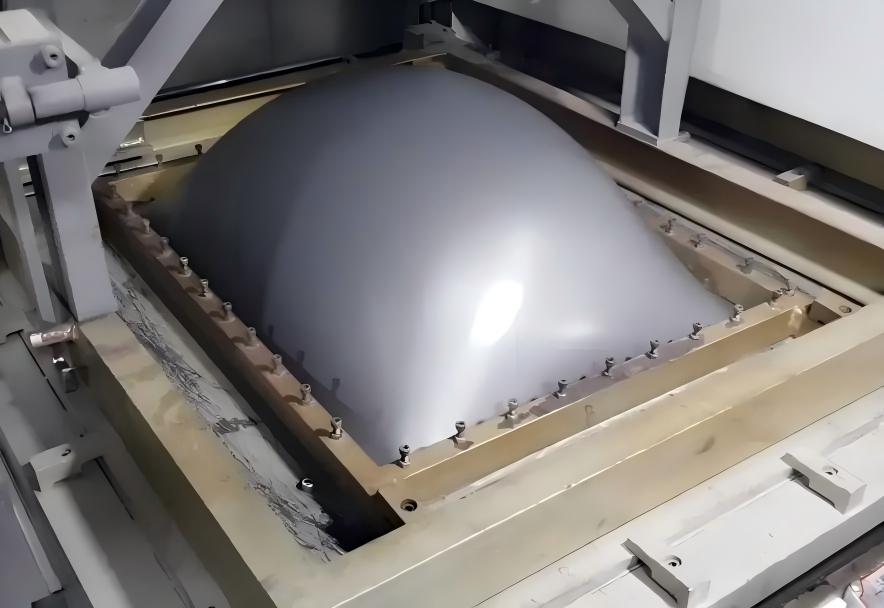
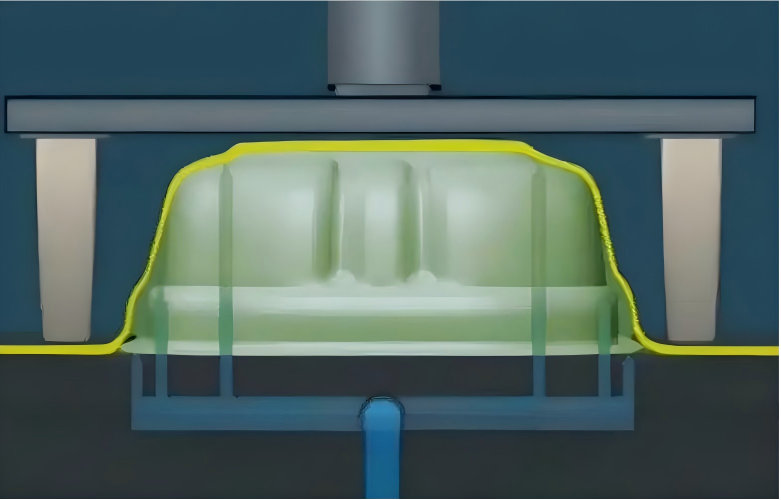
Breve introduzione La formatura sottovuoto è ingannevolmente semplice: si riscalda un foglio di plastica fino a renderlo morbido, lo si tira sopra uno stampo e si usa il vuoto per far aderire il foglio alla forma. Ciò che suona come “calore e aspirazione” offre in realtà ai team un potente mix di velocità, scala e flessibilità. se che si progetta intorno al processo. Di seguito vi illustrerò i vantaggi e gli svantaggi reali, come decidere se è lo strumento giusto per il vostro progetto e i consigli pratici da ingegnere (comprese le modalità di fallimento, la mitigazione e i nuovi flussi di lavoro ibridi che molte guide ignorano).
Perché la formatura sottovuoto è così diffusa (e quando è più efficace)
La formatura sottovuoto è popolare perché è vincente nei casi in cui il tempo di produzione del primo pezzo, le grandi dimensioni del pezzo e i costi iniziali di attrezzaggio sono importanti:
Velocità di prototipazione - è possibile passare dal CAD a un pezzo funzionante in pochi giorni, utilizzando legno, alluminio o persino stampi stampati in 3D. Questo ciclo breve cambia il modo in cui i team iterano.
Profilo di costo che privilegia parti grandi e poco profonde - I grandi alloggiamenti e i vassoi sono spesso più economici da produrre con lamiere sagomate che con lo stampaggio a iniezione, perché gli utensili per l'iniezione diventano molto costosi con l'aumentare delle dimensioni dei pezzi.
Flessibilità del materiale - I polimeri comunemente formati includono ABS, HIPS, PETG, PVC, PC e PP; è possibile scegliere la trasparenza, la resistenza alla fiamma o agli urti in base alla funzione del prodotto.
Quando scegliere la formatura sottovuoto in tempi brevi: avete bisogno di un prototipo veloce, il pezzo è grande/relativamente poco profondo e le tolleranze sono moderate (non ±0,1 mm su elementi minuscoli).
Quali sono i reali vantaggi?
Basso costo iniziale di attrezzaggio - Gli stampi possono essere semplici matrici in legno, alluminio lavorato per le tirature più lunghe o attrezzature stampate in 3D SLA/FDM per tempi rapidi. In questo modo il capitale iniziale rimane basso.
Loop di iterazione veloce - utensili più economici e veloci = più iterazioni di progettazione prima di impegnarsi in costosi utensili di produzione.
Economico per pezzi di grandi dimensioni - È possibile produrre pannelli e alloggiamenti di grandi dimensioni a un costo per pezzo di gran lunga inferiore rispetto allo stampaggio a iniezione per tirature medio-brevi.
Opportunità relativamente verdi - Gli scarti di rifilatura sono comunemente recuperabili e alcune lastre formate possono includere un contenuto riciclato; con un'attenta selezione e scelta dei materiali, è possibile ridurre gli scarti e l'energia per pezzo. (Per saperne di più).
Finiture accessibili - stampi testurizzati o la levigatura/lucidatura degli stampi possono fornire un'ampia gamma di finiture superficiali senza complessi processi secondari.
Quali sono gli svantaggi pratici?
Limiti di dettaglio e di sottosquadro - La formatura sottovuoto fatica a riprodurre sottosquadri profondi o elementi molto fini e taglienti. Se sono necessarie micro-texture nitide o ganci interni complessi, di solito è necessario ricorrere alla formatura a pressione o allo stampaggio a iniezione.
Variabilità dello spessore della parete - Quando la lastra si allunga sullo stampo, le sezioni sottili si assottigliano ulteriormente. Requisiti critici di sottigliezza o di sezione uniforme richiedono una progettazione speciale o una formatura a pressione.
Le tolleranze più strette sono costose - Il mantenimento di un controllo dimensionale stretto o di ±0,5 mm su elementi di piccole dimensioni è spesso impraticabile senza utensili e controlli di processo più avanzati.
Post-elaborazione - Le parti rifilate, gli inserti, l'incollaggio secondario o l'installazione dei dispositivi di fissaggio aggiungono manodopera e costi che devono essere inclusi nei preventivi.
Sensibilità del materiale e della lavorazione - Le finestre di temperatura di formatura, l'uniformità di riscaldamento e l'abilità dell'operatore influiscono sulla qualità finale del pezzo; alcuni polimeri richiedono un controllo termico preciso. (Vedere i numeri pratici sotto).
Numeri e linee guida reali e pratici (da utilizzare nelle revisioni dei progetti)
Angoli della bozza: 3°-5° minimo sulle facce verticali per ridurre lo strappo e favorire il rilascio. Una bozza più grande facilita la rifilatura.
Spessori tipici delle lastre: 0,5 mm - 6 mm per la formatura sottovuoto hobbistica/industriale; le fasce di produzione comuni sono 0,75-3 mm per i pezzi di consumo e 3-6 mm per i pannelli per impieghi gravosi.
Regola empirica calore/tempo: I tempi di formatura variano in base al materiale e allo spessore: ad esempio, Toolcraft elenca i tempi di riscaldamento tipici che aumentano in base allo spessore e al tipo di termoplastico (ABS e PC richiedono più tempo di PETG o HIPS). Utilizzare le tabelle dei fornitori durante l'impostazione.
Quando preferire la formazione a pressione: La formatura a pressione è un'operazione che richiede dettagli nitidi, uno spessore di parete quasi uniforme o un'elevata fedeltà estetica. La formatura a pressione utilizza una pressione positiva oltre al vuoto e trasferisce meglio i dettagli dello stampo.
Lista di controllo Design-for-Vacuum-Forming (DfVF) - cosa fare prima la citazione del prototipo
Evitare gli spigoli interni vivi; preferire raggi di 0,8-2 mm a seconda della scala.
Limitare le estrazioni profonde; se un elemento è più profondo di ~2× la dimensione laterale più piccola, spezzare il pezzo in più parti.
Utilizzare sezioni di parete uniformi dove è necessaria la resistenza - distribuire uniformemente l'allungamento.
Aggiungere angoli di sformo generosi (3°-5°+) e considerare in anticipo le linee di separazione e il margine di rifilo.
Progettare le bussole e le viti per gli inserti (termofissaggio, ultrasuoni) piuttosto che formare bussole sottili e precise dalla sola lamiera.
Modalità di guasto, perché si verificano e come risolverli (lista di controllo dell'ingegnere)
Vesciche o bolle - causati da surriscaldamento, umidità intrappolata o contaminanti. Si risolve asciugando le lastre, abbassando la temperatura del riscaldatore o migliorando il percorso del vuoto.
Rughe intorno ai disegni profondi - ridurre la profondità di trafilatura, aggiungere schemi di preriscaldamento o utilizzare tappi/strumenti di assistenza per controllare il flusso di materiale.
Macchie sottili o strappi agli angoli - aggiungere raggi più grandi, usare lamiere più spesse o dividere la geometria in più strumenti.
Scarsa replica della superficie - lucidare o texturizzare lo stampo, oppure passare alla formatura a pressione quando è necessario un trasferimento quasi speculare.
I moderni aggiornamenti della concorrenza spesso mancano
1) Stampi stampati in 3D come strategia standard di iterazione rapida
Stampi SLA o FDM di alta qualità consentono ai team di provare texture superficiali e geometrie complesse senza dover ricorrere a costose lavorazioni CNC. Dopo la lavorazione della stampa (levigatura, sigillatura) si ottengono stampi esteticamente utili in pochi giorni. Questo è il “meglio dei due mondi” per i prototipi e le piccole tirature.
2) Strategie per il contenuto riciclato e la rigenerazione
La termoformatura si presta a recuperare gli scarti di rifilo e a rimacinare alcuni ritagli per riutilizzarli in applicazioni non critiche. Alcuni fornitori offrono ora lastre con contenuto riciclato certificato; l'abbinamento di strategie di nesting con cicli di recupero riduce significativamente l'impatto cradle-to-gate. Se la sostenibilità fa parte della storia del vostro prodotto, quantificate nelle specifiche il % riciclato e la riciclabilità a fine vita.
3) Produzione ibrida: formatura sottovuoto + operazioni di CNC/inserimento
Formare l'involucro principale con la formatura sottovuoto, quindi tagliare e montare staffe fresate o inserti metallici dove è richiesta la rigidità strutturale. Questo percorso ibrido offre la velocità della lamiera formata e la precisione strutturale del CNC.
Rapido flusso decisionale: la formatura sottovuoto è giusta per il tuo parte?
Rispondere a queste domande:
Il pezzo è grande e per lo più poco profondo? → è favorita la formazione del vuoto.
Avete bisogno di caratteristiche molto fini o di tolleranze ridotte? → Considerate la formatura a pressione o lo stampaggio a iniezione.
I volumi sono medio-bassi (prototipi → migliaia di pezzi)? → la formatura sottovuoto è spesso più economica. Per decine di migliaia di pezzi, eseguire modelli di costo unitario rispetto all'iniezione.
È richiesto il contenuto di materiale riciclato o la rigenerabilità? → Discutere le opzioni di lastre con i fornitori; la formatura sottovuoto può integrare i flussi di materiale riciclato se pianificata.
Breve descrizione del caso (esempio pratico e realistico)
Immaginiamo un piano per chioschi di vendita al dettaglio di 600 × 400 mm con bozze moderate, una tasca e due bocche di montaggio. L'attrezzatura a iniezione per queste dimensioni è estremamente costosa; la formatura sottovuoto (lastra di ABS da 3 mm su uno stampo maschio lavorato, rifilato e dotato di inserti termofissati) è solitamente più veloce e meno costosa per tirature inferiori a diverse migliaia di unità. Se avete bisogno di loghi lucidi e microtesturizzati trasferiti con precisione, passate alla formatura a pressione o utilizzate uno stampo in alluminio testurizzato. (Si tratta di un compromesso standard che i team devono affrontare nella pianificazione della produzione).
TKP Plastic è il principale fornitore cinese di soluzioni di formatura sottovuoto. Il nostro impegno per l'innovazione, la qualità senza compromessi e la totale soddisfazione del cliente ci contraddistingue. La nostra esperienza ci consente di realizzare progetti che eccellono per economicità, complessità del design e sostenibilità della produzione. Collaborate con TKP per dare vita alla vostra visione con precisione e affidabilità.