Introduzione La formatura sottovuoto è ingannevolmente semplice: si riscalda una lastra termoplastica, la si stende su uno stampo, si fa il vuoto e si ottiene un pezzo formato. La scelta dello stampo, tuttavia, determina la qualità della superficie, il tempo di ciclo, la ripetibilità, il costo e la possibilità di passare dal prototipo alla produzione. Questa guida va oltre le nozioni di base: confronta i tipi di stampo più comuni, mostra suggerimenti pratici per la progettazione e la produzione, tratta la sostenibilità e gli approcci ibridi e fornisce una matrice decisionale compatta per scegliere rapidamente lo stampo giusto per il vostro progetto.
Tipi di muffe
Stampi in legno
Cosa sono: Stampi intagliati a mano o a CNC in legno duro (ad esempio, pioppo, betulla, MDF per i prototipi). Pro: Costi di attrezzaggio molto bassi, velocità di iterazione, eccellente per pezzi di grande formato e di basso volume. Il legno accetta texture dettagliate e si presta a finiture singole. Contro: Instabilità dimensionale in ambienti umidi, durata limitata, la superficie deve essere sigillata/finita per ottenere pezzi lisci. Non è l'ideale per le tolleranze fini o per le lunghe produzioni. Ideale per: Prototipazione, lotti semplici a basso volume, vassoi di grandi dimensioni e forme di imballaggio. Suggerimenti per la progettazione e la produzione:
- Sigillare con epossidica o gommalacca (minimo due mani) e poi levigare per ottenere una finitura liscia.
- Tenere conto della venatura del legno e dell'umidità - conservare le muffe in condizioni controllate.
- Includere angoli di sformo e raggi generosi; gli spigoli vivi si consumano rapidamente.
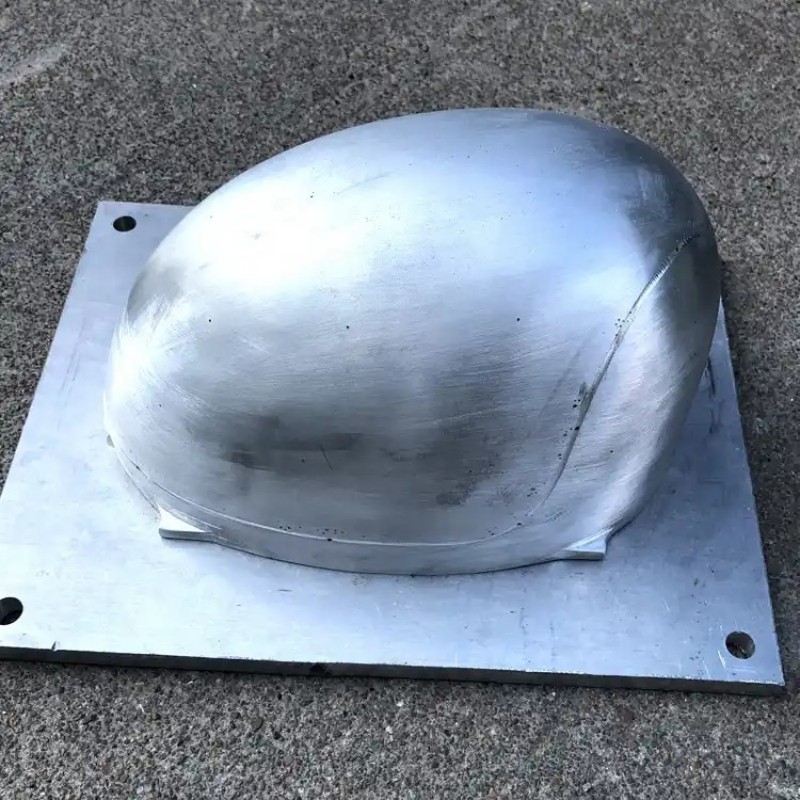
Stampi in alluminio
Cosa sono: Stampi in alluminio massiccio lavorati a CNC o utensili in alluminio fuso. Pro: Eccellente conducibilità termica → tempi di ciclo più rapidi e tolleranze più strette e ripetibili. Lunga durata, possibilità di finiture superficiali fini (lucidatura a specchio). Può essere utilizzato con l'ausilio di tappi e di utensili abbinati. Contro: Costo iniziale più elevato; la lavorazione di tasche complesse aumenta il prezzo. Più pesante: richiede presse/impianti robusti. Ideale per: Produzione di grandi volumi, pezzi che richiedono dimensioni precise e finiture superficiali di alta qualità (elettrodomestici, interni di automobili). Suggerimenti per la progettazione e la produzione:
- Utilizzare bordi raggiati e angoli di sformo adeguati alla plastica (0,5-3° tipici).
- Considerare stampi in alluminio divisi per le estrazioni profonde; aggiungere canali di raffreddamento per il controllo del ciclo.
- Implementare le funzioni di localizzazione per un posizionamento coerente dei fogli.
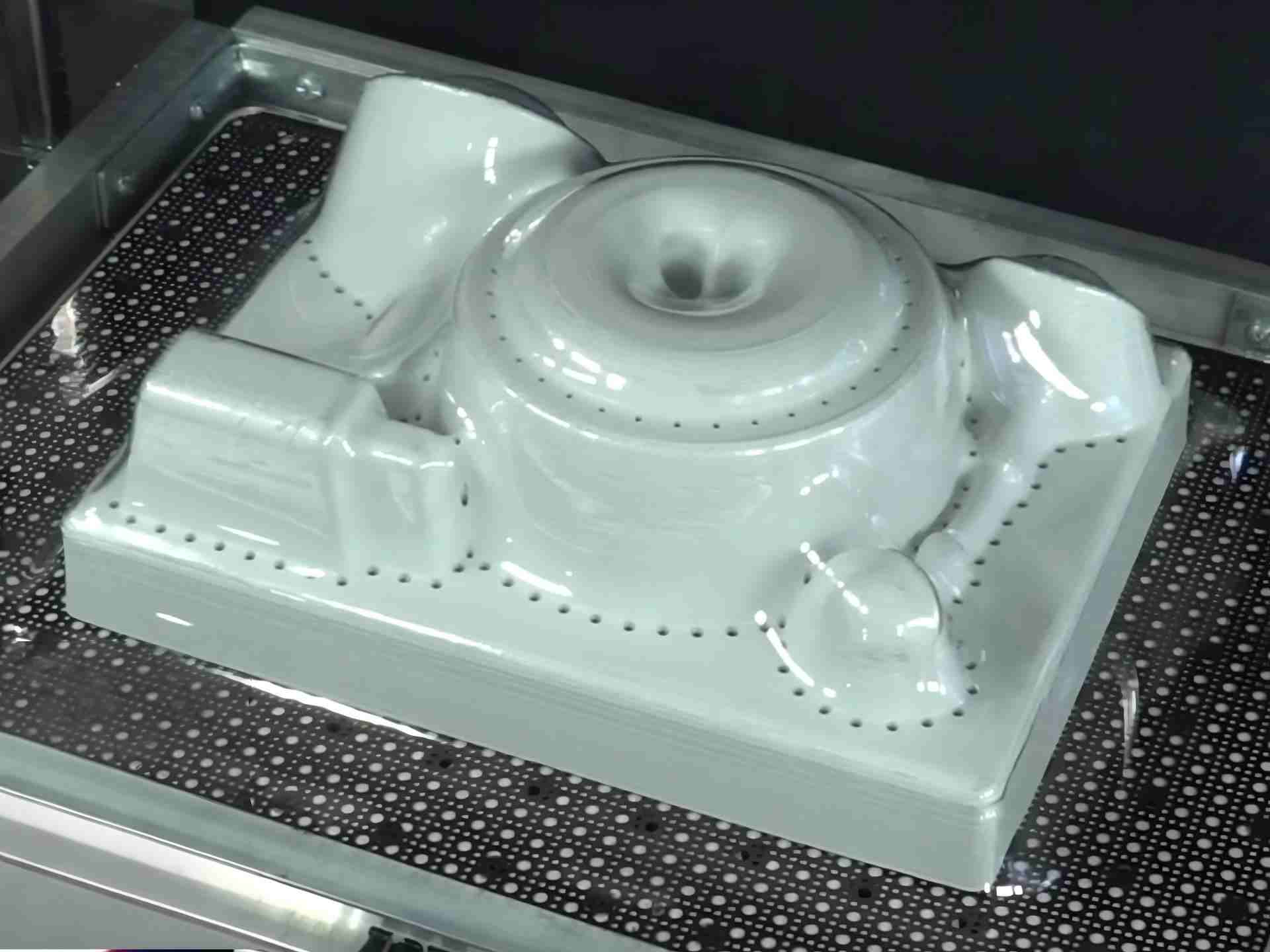
Stampi stampati in 3D
Cosa sono: Produzione additiva (FDM, SLA, SLS) utilizzata per creare stampi o tappi. Pro: Rapida iterazione, sottosquadri complessi (se usati come tappi per utensili abbinati), costi contenuti per piccole tirature, rapide modifiche al design. Ottimo per texture e prototipi personalizzati. Contro: La finitura superficiale dipende dalla stampante e dal post-processo; alcune materie plastiche possono degradarsi a temperature di formatura se non rivestite. Durata limitata rispetto al metallo. Ideale per: Prototipazione rapida, produzione di bassi volumi, test di texture, mockup di geometrie complesse. Suggerimenti per la progettazione e la produzione:
- Utilizzare materiali resistenti al calore (ad esempio, resine ad alta temperatura, filamenti tipo ULTEM) o rivestire le stampe con resina epossidica per proteggerle dal calore e dall'usura del vuoto.
- Se si desidera una finitura liscia, si può procedere con la carteggiatura, la resinatura e la lucidatura.
- Aprire piccoli fori o canali per evitare che l'aria rimanga intrappolata sotto le estrazioni profonde.
Stampi per compositi
Cosa sono: Stampi costruiti con materiali fibrorinforzati - fibra di vetro/GRP, epossidica rinforzata con fibra di carbonio o laminati stratificati. Pro: Più leggero del metallo, rigido e stabile, può ottenere finiture lisce con il gelcoat. Più economico dell'alluminio per medie tirature, buona stabilità dimensionale. Contro: La produzione richiede molta manodopera e abilità; la conducibilità termica è bassa rispetto al metallo (influisce sul tempo di ciclo). Ideale per: Produzione di medi volumi, formatori di grandi dimensioni dove l'alluminio è proibitivo dal punto di vista dei costi, parti estetiche dove si desidera una finitura in gelcoat. Suggerimenti per la progettazione e la produzione:
- Utilizzare gelcoat per utensili e seguire le migliori pratiche di polimerizzazione per mantenere alta la fedeltà della superficie.
- Rinforzate con nervature interne o nuclei a nido d'ape per garantire la rigidità e contenere il peso.
- Abbinare le strategie di rampa termica e di raffreddamento in quanto i compositi si riscaldano/raffreddano più lentamente.
Stampi epossidici
Cosa sono: Stampi fusi o lavorati utilizzando epossidici tecnici (spesso caricati con cariche come l'allumina) per aumentare la resistenza e la stabilità termica. Pro: Costo inferiore rispetto all'alluminio lavorato, elevata resistenza e stabilità dimensionale, buona finitura superficiale con lucidatura. Eccellente per utensili di medie dimensioni. Contro: Ancora meno durevole dell'alluminio; tempi lunghi per la polimerizzazione. È necessario prestare attenzione alle esotermie e alle sezioni sottili. Ideale per: Pezzi di medio volume, maschere, tappi master per stampi in composito. Suggerimenti per la progettazione e la produzione:
- Utilizzare cariche metalliche per migliorare la resistenza al calore e le proprietà antiusura.
- Post-curare accuratamente per massimizzare la stabilità dimensionale.
- Utilizzare correttamente i distaccanti per proteggere gli utensili.
Stampi in uretano (poliuretano)
Cosa sono: Stampi in poliuretano rigido o semirigido. Spesso utilizzati come stampi di produzione per la formatura sottovuoto o come master. Pro: Costi di produzione molto bassi, tempi rapidi, buona riproduzione dei dettagli. Gli uretani flessibili possono rilasciare facilmente forme complesse. Contro: Resistenza al calore limitata a seconda della formulazione; non è ideale per lastre formate a caldo. Minore longevità. Ideale per: Prototipazione, piccole tirature o quando è richiesta una certa flessibilità nel rilascio. Suggerimenti per la progettazione e la produzione:
- Abbinare la formulazione dell'uretano alla temperatura di formatura: uretano rigido per plastiche a bassa temperatura, miscele di uretano ad alta temperatura per plastiche più calde.
- Includere inserti incorporati (piastre metalliche) laddove si utilizzino morsetti o elementi di fissaggio.
Stampi in silicone
Cosa sono: Silicone stampato (spesso con vulcanizzazione a temperatura ambiente, RTV), in genere utilizzato come stampo flessibile o come parte di un processo a più fasi. Pro: Eccellente capacità di catturare e rilasciare i dettagli per forme intricate e sottosquadri, basso costo per piccole tirature, resistenza chimica ad alcuni adesivi. Contro: la bassa conducibilità termica e i limiti di temperatura massima limitano l'uso con processi di termoformatura molto caldi; il silicone può deformarsi sotto elevati carichi di serraggio. Ideale per: Termoplastici a bassa temperatura, prototipazione o parti che richiedono una rimozione flessibile. Utile anche per la fusione di componenti secondari. Suggerimenti per la progettazione e la produzione:
- Utilizzare il silicone per le plastiche a bassa temperatura (ad esempio, PETG sottile) o come soft-stage per proteggere le texture delicate.
- Rinforzare gli stampi in silicone con supporti rigidi (fibra di vetro o alluminio) per il controllo dimensionale.
Considerazioni nuove e avanzate (oltre le basi)
Stampi ibridi e multimateriale
Combinando i materiali (ad esempio, un'anima in alluminio con una superficie in poliuretano) si ottengono i vantaggi termici e di usura del metallo, laddove necessario, e la flessibilità a basso costo dei polimeri, laddove sono richiesti dettagli precisi. In questo modo è possibile ottimizzare i costi e la durata.
Strategia di replica della superficie e della texture
Per ottenere una texture specifica è necessaria una pianificazione: applicare la texture al master, quindi replicarla tramite stampo (epossidico, gelcoat composito o testurizzazione diretta CNC su alluminio). Per le superfici tattili, si può prendere in considerazione la sabbiatura o l'incisione chimica di micro-texture su stampi metallici.
Gestione termica e ottimizzazione del ciclo
Il materiale dello stampo influisce sul riscaldamento e sul raffreddamento:
- Alluminio → trasferimento rapido del calore → cicli più brevi. Utilizzatelo quando il tempo di ciclo è importante.
- Compositi/epoche → raffreddamento più lento - progettare pause di raffreddamento nel ciclo. Considerare l'aggiunta di canali di raffreddamento o l'uso di interruzioni termiche per controllare la deformazione.
Fattori ambientali e di sostenibilità
- Riciclabilità: scegliere flussi di lavoro stampo/pezzo che riducano al minimo gli scarti. Ad esempio, progettare i pezzi con spessori più sottili, ove possibile, per ridurre l'uso di polimeri.
- Uso dell'energia: gli stampi in alluminio riducono i tempi di ciclo (energia per pezzo), ma la lavorazione dell'alluminio ha un'energia incorporata più elevata; calcolare i compromessi per il ciclo di vita del progetto.
- Plastiche biobased e riciclate: se si utilizzano PET o biopoliesteri riciclati, testare gli stampi perché la temperatura di formatura e la capacità di estrazione cambiano.
Progettazione per la producibilità (DFM) e tolleranze
- Specificare gli angoli di sformo (consigliati 0,5-3° a seconda della profondità e del polimero).
- Mantenere lo spessore della parete uniforme nel pezzo, ove possibile, per evitare assottigliamenti localizzati, strappi o assottigliamenti eccessivi in corrispondenza di estrazioni profonde.
- Utilizzare raggi invece di angoli vivi; gli angoli vivi producono assottigliamento e concentrazione delle sollecitazioni.
Manutenzione, riparazione e ciclo di vita
- Programmare le ispezioni: controllare i bordi, i perni di posizionamento, i fori e la finitura superficiale.
- Strategie di riparazione: l'alluminio può essere saldato/lavorato; l'epossidico/composito può essere rattoppato con stucchi di resina abbinati; l'uretano e il silicone possono essere rifusi rapidamente.
- Tracciamento dei cicli: implementare un semplice registro che registri il numero di cicli per stampo per pianificare la ristrutturazione.
Scegliere lo stampo giusto: una pratica lista di controllo
- Volume e lunghezza della corsa
- Prototipo / 1-50 pezzi → Stampato in 3D, legno, uretano, silicone.
- Basso volume / 50-500 → epossidico, composito, uretanico.
- Alto volume / >500 → alluminio.
- Complessità e tolleranza delle parti
- Alta complessità + dettaglio fine → alluminio (lucidatura a specchio) o stampa 3D ad alta risoluzione + pelle epossidica.
- Sottosquadri o rimozione flessibile → silicone o uretano flessibile.
- Finitura superficiale richiesta
- Finitura a specchio → alluminio lucidato o epossidico/composito lucidato a CNC.
- Finitura strutturata → applicare la texture al master, utilizzare gelcoat o incisione CNC.
- Temperatura di termoformatura
- Plastiche ad alta temperatura (ABS, HIPS ad alto spessore) → preferire metallo o epossidica ad alta temperatura.
- Plastica a bassa temperatura (PETG a spessore sottile) → uretano, silicone o stampa 3D con rivestimento possibile.
- Budget e tempi di realizzazione
- Iterazioni rapide ed economiche → Stampa 3D + rivestimento epossidico.
- Budget moderato con durata decente → epossidico/composito.
- Budget più elevato per longevità e velocità → alluminio.
- Sostenibilità e costo del ciclo di vita
- Considerate l'energia per pezzo, la riparabilità e la provenienza dei materiali.
Tabella di riferimento rapido
(Breve tabella verbale - da utilizzare per la presentazione sul vostro sito)
- Velocità del prototipo: stampa 3D, legno
- Finitura superficiale: alluminio > epossidico > composito > uretano > stampa 3D
- Durata: alluminio >> composito/ epossidico > uretano/silicone > legno
- Costo (per stampo): legno/stampa 3D < uretano < epossidico/composito < alluminio
Esempi di flussi di lavoro reali
- Prototipo a iterazione rapida: Stampa 3D del master → rivestimento con epossidica → prova di formatura sottovuoto con il calibro della lastra desiderato → modifica della geometria → ristampa.
- Produzione di piccoli lotti (confezioni di cosmetici): stampo in composito di vetroresina con finitura in gelcoat → costo consistente ma inferiore a quello dell'alluminio → lotti di centinaia di pezzi.
- Parte di elettrodomestici di largo consumo: Stampo in alluminio CNC con canali di raffreddamento e lucidatura a specchio → utensili abbinati per l'assistenza ai tappi → decine di migliaia di pezzi.
Risoluzione dei problemi comuni
- Strappi agli angoli: aumentare i raggi d'angolo, ridurre la profondità di imbutitura, utilizzare l'assistenza ai tappi o prestirare la lastra.
- Opacità/ruvidità della superficie: controllare la finitura dello stampo, il distaccante e la temperatura di formatura. Lucidare o rivestire lo stampo.
- Deformazione dopo la formatura: controllare le velocità di raffreddamento, utilizzare supporti rigidi e aggiungere cicli di raffreddamento/raffreddamento per gli stampi in metallo.
- Sorteggi incompleti: aumentare la temperatura della lastra, ridurre la profondità di estrazione o utilizzare l'assistenza alla spina.
Conclusione
La scelta dello stampo giusto per la formatura sottovuoto è un compromesso tra costo, tempo di ciclo, finitura superficiale, durata e impatto ambientale. Per la prototipazione rapida, gli stampi in legno e stampati in 3D consentono una rapida iterazione. Per le medie tirature, gli stampi in resina epossidica e in materiale composito sono un ottimo punto di partenza. Per la lunga durata, la precisione e la velocità, l'alluminio è il gold standard. Utilizzate approcci ibridi quando un materiale da solo non è in grado di fornire tutto ciò di cui avete bisogno: ad esempio, anime in metallo con facce in polimero, o master stampati in 3D placcati o rivestiti per prolungarne la durata. Implementate la manutenzione e il monitoraggio di base per prolungare la vita dello stampo e mantenere la coerenza dei pezzi.
FAQ - Risposte rapide
D: Quale tipo di stampo offre la migliore finitura superficiale?
R: L'alluminio lucidato offre la migliore e più ripetibile finitura a specchio. Gli stampi in epossidico e in composito, con un'accurata finitura, possono avvicinarsi a questa finitura a costi inferiori.
D: Posso fare il vuoto direttamente su uno stampo stampato in 3D?
R: Sì per le plastiche a bassa temperatura e per le piccole tirature, se si protegge la stampa con uno strato epossidico e si garantisce la resistenza al calore del materiale. Per le materie plastiche più calde o per le tirature più lunghe, utilizzare una faccia placcata o lavorata.
D: Quanto devono essere lunghi gli angoli della bozza?
R: L'angolo di pescaggio dipende dalla profondità e dal polimero; di solito si usano 0,5°-3°. Le estrazioni più profonde traggono vantaggio da bozze più ampie.
D: Cos'è il plug assist e quando dovrei usarlo?
R: Un tappo spinge o pre-stira il foglio prima dell'aspirazione: si usa per le estrazioni profonde, per controllare lo spessore delle pareti e ridurre l'assottigliamento degli angoli.
D: Come si sceglie il materiale dello stampo per le plastiche riciclate?
R: Testate prima la temperatura di formatura e l'attingibilità. I materiali compositi o l'alluminio sono più sicuri per i materiali riciclati variabili perché tollerano maggiori variazioni di processo.
D: Gli stampi in silicone sono adatti per le lavorazioni industriali?
R: Il silicone è ottimo per le basse tirature e per i pezzi complessi con sottosquadri, ma non è l'ideale per le alte temperature o per la produzione continua di grandi volumi.
D: Come posso prolungare la durata dello stampo?
R: Utilizzare finiture superficiali appropriate, agenti distaccanti corretti, evitare bordi taglienti che si usurano, registrare i conteggi dei cicli, riparare tempestivamente e conservare gli stampi in un ambiente controllato.
D: È più conveniente investire subito in utensili in alluminio?
R: Per volumi molto elevati, sì. Ma per i prodotti in fase iniziale o per i progetti incerti, è consigliabile iniziare con stampi di prototipazione più economici (stampa 3D/ epossidica) per convalidare il progetto prima di investire nell'alluminio.