簡単な紹介
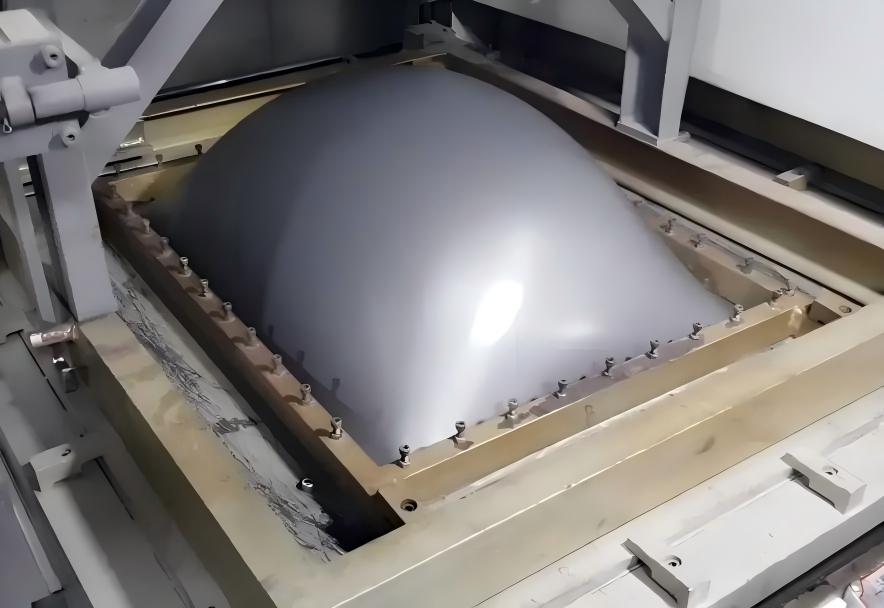
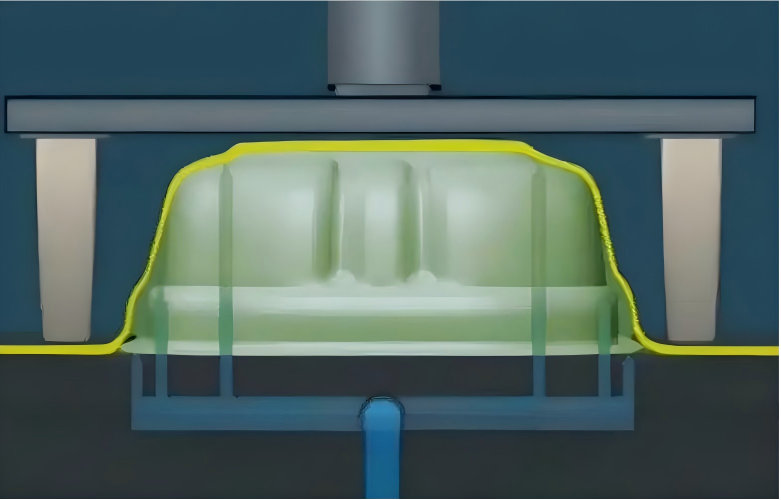
真空成形は、プラスチックシートを柔らかくなるまで熱し、金型にかぶせ、真空を利用してシートを形状に密着させるという、見かけによらずシンプルなものだ。熱と吸引」のように聞こえるが、実際には、スピード、スケール、柔軟性の強力なミックスをチームに提供する。 もし そのプロセスを中心に設計することになる。以下では、実際のメリットとデメリット、あなたのプロジェクトに適したツールかどうかを判断する方法、実践的でエンジニア級のアドバイス(多くのガイドが省略している故障モード、緩和策、新しいハイブリッド・ワークフローを含む)を紹介する。.
真空成形が人気なのは、初品までの時間、部品サイズの大きさ、初期金型コストの低さといった点で優れているからだ:
- 試作までのスピード - 木材やアルミニウム、あるいは3Dプリンターで作った金型を使って、CADから数日で部品を作ることができる。この短いループが、チームの反復作業を変えるのだ。.
- 大きくて浅い部品に有利なコストプロファイル - 大型のハウジングやトレイは、射出成形で製造するよりも、成形シートで製造する方が安価な場合が多い。.
- 素材の柔軟性 - 一般的に成形されるポリマーには、ABS、HIPS、PETG、PVC、PC、PPなどがあり、製品の機能に合わせて透明度、難燃性、耐衝撃性などを選ぶことができる。.
迅速な真空成形を選択する場合:迅速なプロトタイプが必要、部品が大きい/比較的浅い、公差が中程度(微小フィーチャーで±0.1mmは不可)。.
本当のメリットは何か?
- 低い初期金型費用 - 金型は、シンプルな木製のマスター、長時間の生産にはアルミ削り出し、短納期にはSLA/FDMで3Dプリントした治具を使うことができる。そのため、初期投資を低く抑えることができる。.
- 高速反復ループ - より安価で迅速な金型製作=高価な生産金型に着手する前に、より多くの設計反復を行う。.
- 大型部品に経済的 - 非常に大きなパネルや筐体も、短・中ロットであれば射出成形よりもはるかに低い部品単価で成形できる。.
- 比較的環境に優しい機会 - トリムスクラップは一般的に再生可能であり、特定の成形シートは再生材料を含むことができる。ネスティングと材料の選択に注意すれば、部品あたりの廃棄物とエネルギーを削減できる。(ネスティングと材料の選択を慎重に行うことで、部品あたりの廃棄物とエネルギーを削減することができます。)
- アクセシブル仕上げ - テクスチャー加工された鋳型や、鋳型のサンディング/研磨は、複雑な二次加工をすることなく、幅広い表面仕上げを提供することができる。.
現実的なデメリットは?
- ディテールとアンダーカットの制限 - 真空成形では、深いアンダーカットや非常に繊細でシャープな形状を再現することは困難です。鮮明なマイクロテクスチャや複雑な内部フックが必要な場合は、通常、圧力成形または射出成形が必要です。.
- 壁厚のばらつき - シートが金型上で伸びるにつれて、薄い部分はさらに薄くなる。重要な薄さや均一な断面が要求される場合は、特別な設計や加圧成形が必要です。.
- より厳しい公差は高価 - 小さなフィーチャーで±0.5mmという厳密な寸法制御を維持することは、より高度な工具とプロセス制御がなければ現実的でないことが多い。.
- 後処理 - トリムされた部品、インサート、二次接着、ファスナーの取り付けには、見積りに含まれなければならない労力とコストが追加されます。.
- 素材と加工感度 - 成形の温度窓、加熱の均一性、オペレーターの技量は、最終的な部品の品質に影響する。ポリマーによっては、精密な熱制御が必要なものもある。(ポリマーによっては精密な熱制御が必要です。)
現実的で実用的な数値とガイドライン(デザイン・レビューでの使用)
- ドラフトの角度 破れを少なくし、リリースを助けるため、垂直面の最小角度は3°~5°。ドラフトを大きくすることで、トリミングが容易になる。.
- 一般的なシートの厚さ: ホビー/工業用真空成形には0.5mm~6mm、一般的な生産用バンドは、消費者向け部品には0.75~3mm、頑丈なパネルには3~6mmである。.
- 暑さ/時間の経験則: 例えば、Toolcraft社では、熱可塑性プラスチックの種類と厚みに応じて、ヒートタイムの標準的な長さを示しています(ABSとPCは、PETGやHIPSよりも時間がかかります)。セットアップの際には、サプライヤーの表をご利用ください。.
- 圧力成形を好む時期 は、鮮明なディテール、ほぼ均一な肉厚、高い外観忠実度を必要とする。加圧成形は、真空に加えて陽圧を使用し、金型のディテールをよりよく転写します。.
- 鋭利な内角は避け、スケールにもよるが半径0.8~2mmが望ましい。.
- 深いドローを制限する。フィーチャーが最小の横方向寸法×2より深い場合は、パーツを複数のピースに分割する。.
- 強度が必要な部分には均一な壁面を使用し、伸びを均等にする。.
- ドラフトアングルに余裕を持たせ(3°~5°以上)、パーティングラインとトリムアローを早めに検討する。.
- シートだけで精密な薄いボスを形成するのではなく、インサート(ヒートセット、超音波)用にボスとねじの特徴を設計する。.
故障モードとその原因、修理方法(エンジニアのチェックリスト)
- 水泡または泡 - 過熱、湿気の閉じ込め、汚染物質が原因。シートを乾燥させるか、ヒーターの温度を下げるか、真空経路を改善することで解決する。.
- ディープドロー周辺のシワ - ドローの深さを減らしたり、予熱パターンを追加したり、あるいはプラグやアシストツールを使って材料の流れをコントロールする。.
- 角の薄いシミや破れ - より大きな半径を追加したり、より厚いシートを使用したり、ジオメトリを複数のツールに分割したり。.
- 表面の再現性が低い - また、鏡面に近い転写が必要な場合は、加圧成形に移行する。.
現代のアップグレード競争相手はしばしば失敗する
1) 標準的な迅速反復戦略としての3Dプリント金型
高品質のSLA金型やFDM金型を使えば、高価なCNC加工をすることなく、複雑な表面テクスチャーやジオメトリーを試すことができる。プリントの後処理(サンディング、シーリング)をすれば、数日で化粧品として使える金型が完成します。これは、プロトタイプや小ロット生産のための実用的な「両方の世界のベスト」です。.
2) リサイクル・コンテンツと再生戦略
熱成形は、トリムスクラップを再生し、特定の端材を再研磨して、重要でない用途に再利用するのに適している。ネスティング戦略と再生ループを組み合わせることで、ゆりかごからゲートまでの影響を大幅に削減することができる。持続可能性が製品ストーリーの一部であるならば、仕様書において再生%と使用済みリサイクル可能性を定量化すること。.
真空成形でメインの外形を形成し、構造的な剛性が必要な部分には、フライス加工されたブラケットや金属製のインサートをCNCで切断してはめ込みます。このハイブリッド・パスにより、成形シートのスピードとCNCの構造精度が得られます。.
これらに答えてください:
- 部品が大きく、ほとんどが浅い?→ 真空成形が有利.
- 非常に微細な形状や小さな公差が必要ですか?→ 圧力成形または射出成形をご検討ください。.
- 数量は少量から中量(試作品→数千個)か?→ 真空成形の方が安い場合が多い。数万個の場合、単価モデルと射出モデルを比較する。.
- 再生材含有率や再生可能性が必要か?→ 真空成形が計画されていれば、再生材料フローを統合することができます。.
短いケーススケッチ(現実的で実践的な例)
600×400mmの小売店用キオスクの天板を想像してみてください。このサイズの射出成形金型は非常に高価です。真空成形(機械加工された雄型に3mmのABSシートを貼り、トリミングしてヒートセットインサートを取り付ける)の方が、数千個以下の生産であれば、通常より速く、コストもかかりません。光沢のある微細なテクスチャーのロゴを正確に転写する必要がある場合は、圧力成形にアップグレードするか、テクスチャーのあるアルミ金型を使用します。(これは、チームが生産計画で直面する標準的なトレードオフである)。