エンジニアに相談、20分で解決
私達のエンジニアは真空形成プロダクトの専門家です、あらゆる条件および特定の要求を知らせてもいいです、そして彼らは最も早く解決を解決し、自由のためのそれを送り返します。.
真空成形がそんなに “簡単 ”なら、なぜ多くの最初のプロジェクトが失敗するのか?
現実には, 真空成形と熱成形は初心者向けプロセスではない - 彼らは 寛容なプロセス. .その違いは重要だ。許すということは、すぐに部品を手に入れることができるということだ。 良い部品を作るには、材料の挙動、熱の流れ、金型のロジックを理解する必要がある。.
大判3Dプリンティングや産業用3Dプリンティングの台頭により、最大の変化は成形機ではなくなっている。 金型はこうして作られる. .今日では、CADから機能的な成形型まで、数ヶ月ではなく数日で作ることができます。しかし、それは 違う を印刷する、, どこ 部品は薄くなる。 なぜ 10回引っ張ると死んでしまう型もある。.
このガイドでは、真空成形と熱成形について説明します。 メーカーが実際に使用する方法, 簡易ブログ版ではありません。プロフェッショナルの能力については 最高の真空成形 .

ほとんどのブログはこう書いている: “「真空成形は熱成形の一種である。”
その通りだが、不完全だ。.
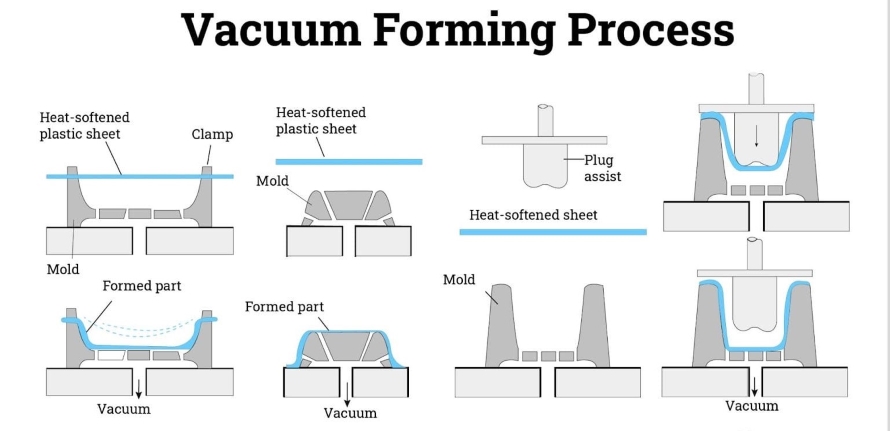
熱成形 が一般的なプロセスである:
熱可塑性シートを熱する→形を整える→冷やす→トリミングする。.
真空成形 は 最も単純な力 で広く使用されている。 カスタマイズされたプラスチック製品 を製造している:
大気圧+真空でプラスチックが金型に引っ張られる。.
なぜこのことが重要なのか?
もし、あなたの部品に
...真空成型だけでは、このような問題が発生する可能性がある。 ツーリングトリック (プラグアシスト、制御冷却、ドラフト管理)。.
これが、機械よりも工具設計が重要な理由である。.
(経験豊富なオペレーターが見ているもの。)
素材選びはデータシートの問題ではない。 シートの伸張時の挙動. .サポートされるポリマーの詳細な内訳は、以下のページを参照されたい。 材料 セクションを参照。 .
| 素材 | 工場が使用する理由 | 初心者が間違えていること |
| PETG | 寛容、明確、安定 | 過熱がヘイズを引き起こす |
| ABS | 耐衝撃性 | 管理された換気が必要 |
| ヒップス | 安価で簡単なトリミング | 耐熱性が低い |
| PC | 構造強度 | 極めて狭い成形ウィンドウ |
| PP | 耐薬品性 | 収縮率の許容誤差 |
深い洞察:
を使用している場合 3Dプリント金型, を持つ素材を選ぶ。 成形温度の低下, でよく使われているようなものだ。 PETG真空成形 プロジェクトに参加している。 .
(故障の多い場所)
3Dプリンターがアルミ型に取って代わったわけではない を待っていた。.
しかし、成功するかどうかは どのように 印刷する 何 印刷する。.
競合他社はスキップする:
印刷された金型は金型ではない。 消耗品. .そのように設計する。.
(なぜ産業界はまだそれに頼っているのか)
インテリアパネル、ダクト、フェアリング。.
なぜ真空成形なのか? 軽量+高速の認証反復。.
プロトタイプのダッシュボード、トリム、ハウジング。.
なぜ真空成形なのか? 金型製作のスピードは、初期のプログラムでは射出成形に勝る。.

ブリスター、トレイ、医療用パッケージ.
なぜ真空成形なのか? 低工具コスト + 極めて高い量産効率, 特に 電子・医療用包装 .
家電製品のハウジング、カバー、エンクロージャー.
なぜ真空成形なのか? 巨大な金型なしで大型部品。.

真空成形の経験。.
で始める:
そして、それに向かって進化する:
賢いメーカーは真空成形を放棄しない 彼らはそれを洗練させる.
材料の流れ、熱挙動、金型の制限を理解すれば、真空成形は次のような利点があります。 現在利用可能な最も費用対効果の高いシェーピングプロセス.
なぜ私の部品は角が薄いのですか?
接触前に素材が伸びる。抜き勾配、半径、プラグアシストを追加します。.
印刷された金型は何サイクル耐えられるのか?
プラスチック、温度、冷却時間によって異なる。.
真空成形はプロトタイプだけですか?
いや、多くのプロダクション・プログラムは 何万もの部品 アルミニウム真空鋳型を使用。.
真空成形をやめて射出成形にしたほうがいいでしょうか?
数量がそれを正当化する場合のみ。真空成形は、金型スピード、柔軟性、部品サイズで勝る。.

TKPプラスチックは、真空成形ソリューションを提供する中国のリーディングカンパニーです。TKPプラスチックは、イノベーション、妥協のない品質、そして総合的な顧客満足度へのコミットメントによって定義されています。私たちの専門知識は、費用対効果、複雑なデザイン、持続可能な製造に優れたプロジェクトを提供することを可能にします。TKPとパートナーシップを組み、精密さと信頼性でお客様のビジョンを実現しましょう。.


