エンジニアに相談、20分で解決
私達のエンジニアは真空形成プロダクトの専門家です、あらゆる条件および特定の要求を知らせてもいいです、そして彼らは最も早く解決を解決し、自由のためのそれを送り返します。.
熱成形、真空成形、圧空成形は同じ仲間ですが、現場での役割は異なります。このガイドでは、各工程を順を追って説明し、それぞれの利点(そして欠点)を示すとともに、金型の現実、材料の挙動、DFMのルール、持続可能性のトレードオフ、構造部品にツインシートとロータリー成形のどちらを選ぶべきかなど、ざっと見た比較だけでは得られない、設計に役立つ実践的なアドバイスを加える。また、射出成形から熱成形に設計を変更する際にエンジニアが犯しがちな間違いを指摘し、見積もりや初期のコスト見積もりに使える簡単な経験則を示します。実際の生産現場では、これらの工程は以下のような熱成形のプロが手掛けるカスタムプロジェクトに広く適用されています。 最高の真空成形.
ショートバージョンだ: 真空成形 は タイプ 熱成形の。熱成形とは、熱可塑性プラスチックシートを加熱し、金型にかぶせたり型に入れたりして成形し、冷却することである。その傘の中で一般的に見られるのは 真空成形 (吸引力を使ってシートを型に寄せる)、, 加圧成形 (加圧空気+バキュームでより細部まで)、そして ツインシート/ロータリー/ビロー のバリエーションがある。真空成形は低コスト、高速、大型部品のオプションとして、圧力成形はより忠実な熱成形法として、ツインシート/ロータリーは中空部品や超高速部品に特化した分岐として考えてください。.
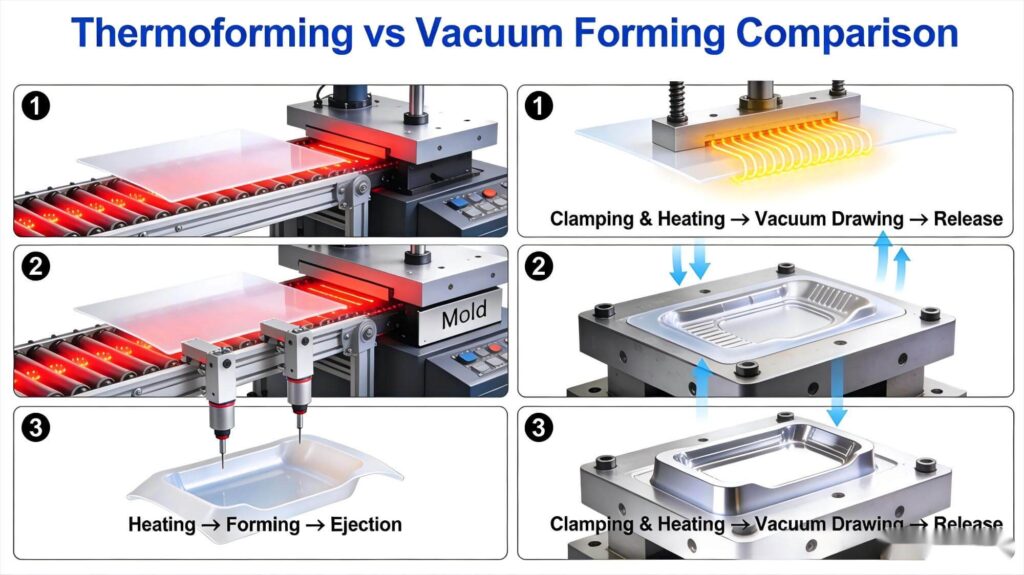
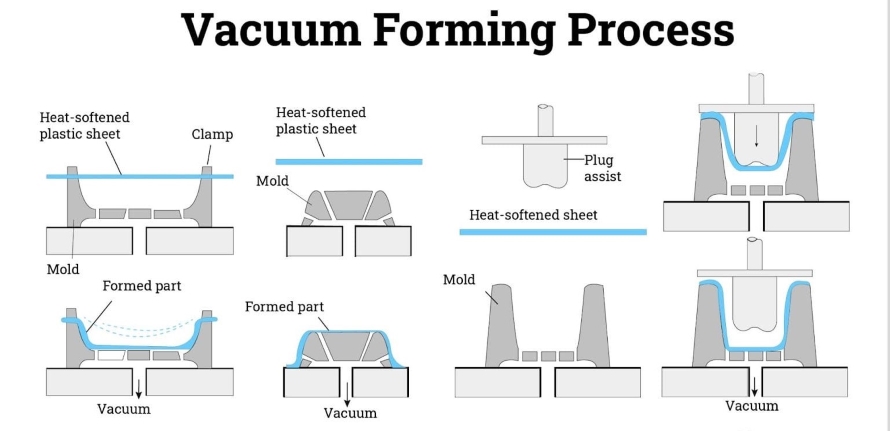
真空成形は、熱可塑性プラスチックシートを柔軟性が出るまで加熱し、片面の金型に被せて(または中に入れて)、シートの下の空気を真空で除去する。冷却後、成形された表皮をトリミングして仕上げる。これは、大きな部品や穏やかな細部(丸い角、滑らかな面)に理想的な、シンプルで堅牢な方法です。例:トレイ、店頭ディスプレイ、電化製品のライナー、一部の医療用トレイなど。金型には木材、エポキシ樹脂、アルミニウムを使用できるため、真空成形はプロトタイピングや中・少量生産に人気があり、特に専用の金型が必要な場合に適しています。 真空成形サービス 薄いゲージと厚いゲージの両方のアプリケーションに対応。.
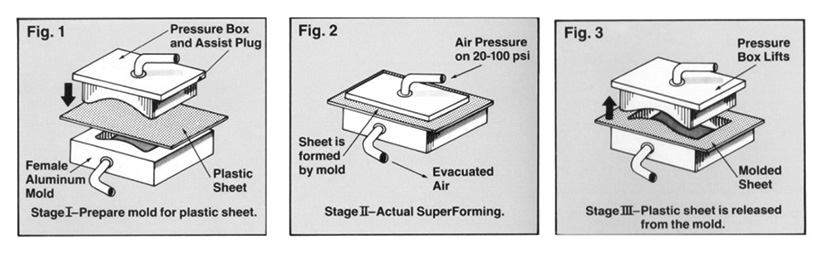
加圧成形は、真空成形の上に次のようなものを加える。 陽圧 は、金型側で真空またはクランプを使用しながら、非金型側で軟化したシートを金型キャビティにしっかりと押し込むことができます。圧力が加わることで、軟化したシートが金型のキャビティにしっかりと押し込まれ、表面の再現性、シャープな特徴、エッジの鮮明さが大幅に改善され、射出成形の美観との差が縮まります。コストは高くなりますが(より頑丈な金型、より複雑なクランプと圧力システム)、化粧品や繊細なテクスチャーが重要な場合(自動車用ベゼル、高級筐体、小売店用ファスナー)、特に要求の厳しい分野では、この方法が最適です。 自動車用途.
熱成形(包括的な用語)は、熱可塑性プラスチックシートを加熱、成形、冷却する一般的なプロセスです。一枚成形(真空・圧空成形)も含まれる、, ツインシート (2枚のシートを成形・融着して中空の構造部品を作る)および非常に高いスループットを実現する連続/回転熱成形がある。熱成形は、包装から自動車の内装、医療機器の筐体に至るまで、あらゆる産業で使用されており、材料の選択は、多くの場合、専門家による性能ニーズによって決定される。 素材ガイド. .重要な制御ポイントは、加熱の均一性、ブランク温度、成形速度、部品の冷却で、これらによって肉厚分布、光学的透明度、寸法安定性が決定される。.
真空成形と同じ初期段階だが、金型と接触する前または接触中に行う、, 加圧空気を送る を非金型側(場合によっては最初の真空引きの後)に注入します。この空気により、材料は金型の細部まで押し込まれ、テクスチャーやシャープな特徴をより厳密に再現することができます。機械には、より強力なクランプ、圧力チャンバー、より細かい加熱制御が含まれ、均一な材料特性を保証します。.
“「熱成形」は、加熱、成形(真空、加圧、その他)、冷却、トリミングといった一連の工程と、そのバリエーション(ツインシート、ビロー、プラグアシスト、ロータリー)を指す。プラグアシストは深い絞り成形のために材料の流れを制御するために使用され、ビロー成形は厚み分布を制御するために使用され、ツインシートは2つの一致した金型が成形され、その後プレスされて中空部品が作られます。 プラスチック製品製造.
一般的なオプション: 木材, エポキシ/コンポジット, CNC加工アルミニウム. .試作品には木材が早くて安い。中・大量生産にはアルミニウム(固形または鋳造)が主力であり、再現性のある冷却と精巧な表面仕上げを提供する。射出成形金型よりもリードタイムが短く、コストも低くなります。金型の表面仕上げは、希望する外観仕上げ(プロトタイプ用にはサンディング/塗装、生産用には機械加工/テクスチャー)に合わせて計画する。.
加圧成形の方が大きな力がかかるからだ、, 金型はより硬く、より細かく仕上げられなければならない。 - 通常はCNCアルミで、水冷や複数のインサートを使うこともある。金型の公差はより厳しくなり、表面のテクスチャーの転写はより文字通りになるため、金型の前処理と研磨がより重要になる。真空成形よりも金型コストが高くなることが予想される(それでも、高スチール射出成形金型よりははるかに低い)。.
ツインシートは、上下が一致した金型と正確なアライメントが必要である。ロータリー熱成形は円筒形の金型を使用し、資本集約的であるが、連続高速包装ラインには最適である。.
大型パネル、トレイ、カーアクセサリー、梱包用クラムシェル、POSディスプレイ、電化製品ライナー、低価格ハウジング。大型で高速な部品が必要でありながら、外観上の要求が控えめである場合、真空成形は優れています。 シンゲージ そして 厚ゲージ のプロダクションである。.

高意匠性部品:計器ベゼル、家電製品の表面板、自動車内装トリムなど、表面のディテール、シャープネス、テクスチャーの再現が重要な部品。数量が中規模で、表面の忠実度が重要な場合には、射出成形に代わる強力な選択肢となります。.
薄手の使い捨て包装(PETトレイ)から、構造用ツインシート部品(中空パレット、ダクト)、中量生産の消費者向け部品(冷蔵庫、ダッシュボード)まで、幅広く対応しています。熱成形はその柔軟性により、試作品から大量生産まで幅広く対応します。.
熱成形用の金型は かなり低い 射出成形金型よりも。典型的な熱成形金型は、一般的に非常に広い範囲に分類される(大まかな目安: $2k-$30k 素材と複雑さによって異なる。 $4k-$7k 標準的なアルミ金型の場合)。真空成形金型は、プロトタイプの場合、より安価(木材/エポキシ)である。部品1個当たりのコストは、材料、サイクル時間、スクラップ/トリミングの歩留まり、仕上げ作業によって異なります。予想される数量に金型費を割り当てて、部品1個当たりの金型費を償却します(例:$3kの金型を3,000個使用した場合、部品1個当たり$1.00)。射出成形金型が法外に高価な中量生産の場合、加圧成形は説得力のある化粧品代替品となり得ます。.
ABS、HIPS(高衝撃ポリスチレン)、PETG、PVC、光学用アクリル(PMMA)、ポリカーボネート(耐衝撃性が必要な場合)、フレキシブル部品用ポリプロピレン。選択は、耐衝撃性、耐薬品性、FDA/医療適合性、加工可能な温度でのシートの成形のしやすさによって決まる。.

真空成形と同様のポリマーだが、加圧成形では細部をよく保持する材料(ABS、PETG、PCの一部グレード、エンジニアードブレンド)が好まれることが多い。薄いゲージのアモルファス材料は、表面の透明度とテクスチャーの転写に優れています。.
HDPEとPETは包装やリサイクル可能なトレイに、ABSとPCは構造部品や化粧品部品に、特別に処方されたシートは医療用滅菌可能なハウジングや難燃性用途に。ツインシートは、異種シートを使用して剛性と表面仕上げを組み合わせることもできる。.
お望みなら、そうすることもできる:
専門家に相談する 今 - 部品プリントまたはSTEPファイルをご提供いただければ、DFMチェックリストを実行し、実用的な次のステップをお知らせします。.
このガイドが役に立ったら、ぜひシェアしてください:同業者、製品チーム、調達担当者向けのLinkedIn。このガイドを1ページのPDFに書き換えたり、クライアントへのプレゼン用のスライドデッキにしたいですか?一言いただければ、フォーカススライド(ツーリング、コスト、DFMチェックリスト、ケース例)を使って変換します。.

TKPプラスチックは、真空成形ソリューションを提供する中国のリーディングカンパニーです。TKPプラスチックは、イノベーション、妥協のない品質、そして総合的な顧客満足度へのコミットメントによって定義されています。私たちの専門知識は、費用対効果、複雑なデザイン、持続可能な製造に優れたプロジェクトを提供することを可能にします。TKPとパートナーシップを組み、精密さと信頼性でお客様のビジョンを実現しましょう。.


