エンジニアに相談、20分で解決
私達のエンジニアは真空形成プロダクトの専門家です、あらゆる条件および特定の要求を知らせてもいいです、そして彼らは最も早く解決を解決し、自由のためのそれを送り返します。.
短い答えだ: しかし、それはアクリルの個性を尊重した場合に限ります。アクリル(PMMA)は、注意深い加熱、制御された延伸、後工程でのアニーリングによって、素晴らしい透明度とUV安定性を発揮します。これらの工程を無視すれば、ひび割れや破れ、あるいはひどく古くなったパーツが返ってくるでしょう。.

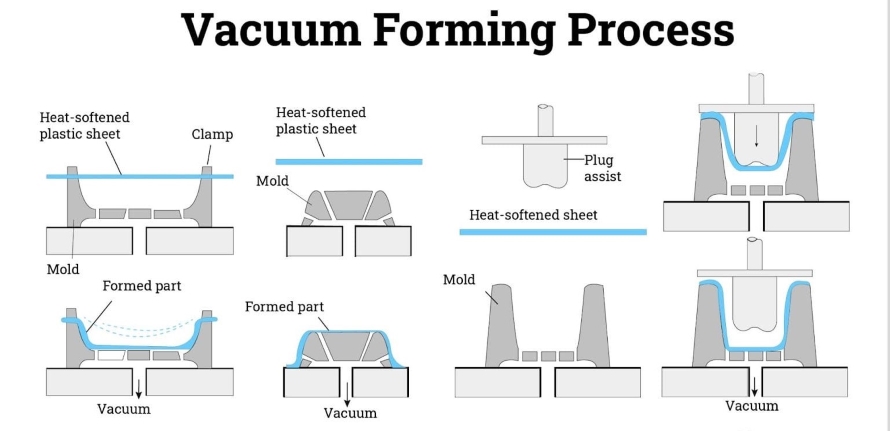
サブタイトル:これは “ただのプラスチック ”ではない” アクリルは、透明で光沢があり、紫外線に強いという、ガラスのような外観の王者だ。透明度が高く、光沢があり、紫外線に強い。そのため、ショップのウィンドウや美術館のディスプレイ、導光レンズなどによく使われている。しかし、友好的な熱成形機(PETGや薄いABS)とは異なり、アクリルは精密工具のような挙動を示す。温度やクランプの小さなミスが、パーツの破損として現れるのだ。この記事では 何 を行う、, なぜ そして どのように を使えば、初走行が最後とならないよう、素早く実験をセットアップすることができる。.
(キーポイント:以下の技術範囲と手順は、メーカーのガイダンスと真空成形ハンドブックを反映したものです。).
プロフェッショナルの形成能力に関するより広範な概要については、以下を参照のこと。 真空成形製造.
サブタイトル:脆い透明性と柔軟なプロセス・ウィンドウ PMMAは非晶性の熱可塑性プラスチックで、優れた光学特性と優れた耐紫外線性を持つ。その透明性にはトレードオフがある:PMMAは比較的脆く、より寛容なプラスチックに比べ、有用な成形ウィンドウが狭い。PMMAは比較的脆く、成形可能な領域がより寛容なプラスチックよりも狭い。そのため、より慎重な熱制御が必要となり、深いフィーチャーではドローが遅くなり、成形後の応力除去が必須となる。.
素材を比較する場合、アクリルは一般的に使用されている他のエンジニアリング・プラスチックと並んでいる。 真空成形材料.

サブタイトル:選択によって熱下でのシートの挙動が変わる
アクリル成形の実例は、以下のページで紹介されている。 アクリル真空成形.
サブタイトル:均一で予測可能な熱を得る - 他のすべては後からついてくる メーカーやテクニカルガイドが報告する典型的な成形バンドは、アクリルの成形をおおよそ以下の間としている。 140-190 °C (≈285-375 °F) 厚さ、グレード、装置によって異なります。PMMAは、適切な成形ゾーンで半透明/「透明」になるという、非常に有用な視覚的指標を示しますが、視覚だけに頼らないでください:パイロメーター、熱電対、または校正されたIRを使用してください。不均一な加熱は、局所的な過伸張、破れ、またはクレーズを引き起こす。.
暖房のコントロールは、次のような場合にさらに重要になる。 厚板真空成形.
サブタイトル:測定可能な変化をもたらす真の変化
高度な成形セットアップは、多くの場合、真空と圧力の組み合わせで行われる。 真空成形サービス.
サブタイトル:見せびらかすためではなく、プロセスの痛みを避けるためのデザイン
サブタイトル:当てずっぽうではなく、意図的に診断し、修正する
アニーリングは内部応力を緩和するもので、特にPMMAの場合、接着、機械加工、溶剤溶接、洗浄薬品にさらされる部品には不可欠です。メーカーのガイダンスでは、一般的に次のようなアニーリングを推奨しています。 80 °C (≈180 °C) 厚さに応じた時間(薄板の場合は少なくとも~2時間、厚板の場合はmm単位の規則に従ってください)。加工マニュアルの典型的な目安は以下の通り。 ~厚さ1mmにつき1時間 ただし、正確なスケジュールについては、シート・メーカーのデータ・シートを確認してください。オーブンから部品を早く取り出しすぎると、せっかくの効果が台無しになってしまう。.
サブタイトル:明日走れるテスト済みの骨格、そして仕立て直し
重要だ: これはスタートテンプレートです。シートのブランド、マシン、金型ごとに微調整してください。必ず最初にクーポンを使用してください。.
以下はその一例である。 クリーンでショップですぐに使える「クイック・テスト・マトリックス」テーブル あなたのブログやSOPに直接ドロップすることができます。.
というところから書かれている。 実作業者/プロセス・エンジニアの視点, 一般的な教科書の範囲ではない。.
として使用する。 スタート目標, 絶対ではありません。シートのブランド、オーブンのタイプ、型の深さによって微調整すること。.
| アクリル板厚 | 目標シート表面温度 | 視覚的な準備の合図(非常に重要) | 標準的な加熱/浸漬時間*。 | プラグアシスト推奨 | 成形方法 | アニーリング開始点 |
|---|---|---|---|---|---|---|
| 1.5 mm (≈1/16″) | 140-155 °C | シートは均一な光沢になり、波打ちはなく、たるみは最小限に抑えられる。 | 30~90秒 | 通常は不要 | 真空成形で十分 | 80 °C × 2時間 |
| 3 mm (≈1/8″) | 145-165 °C | フレーム全体に均一なたるみがあり、エッジはもはや “タイト ”ではない” | 1~3分 | 懐の深い方にお勧め | 真空または圧力成形 | 80 °C × 3時間 |
| 4.5~6ミリ(≒3/16″~1/4″)。 | 150-170 °C | シートはゴムのような感触で、ペラペラではない。 | 3~6分 | 強く推奨 | 圧力成形が望ましい | 80 °C × 4~6時間 |
| 8-10 mm (≈5/16″-3/8″) | 155-180 °C | 深く、コントロールされたたるみ、表面の気泡なし | 6~10分以上 | エッセンシャル | 圧力成形+スロードロー | 80 °C × 8~10時間 |
| >10 mm(厚い光学部品) | 160-185 °C | 完全に熱に浸し、芯温を安定させる | 10~15分以上 | 必須 | 圧力成形のみ | メーカーのスケジュールに従う(多くの場合、1mmにつき1時間) |
*加熱時間を想定 石英または赤外線オーブン. .対流式オーブンは、浸漬時間を長くする必要があるかもしれない。.
ステップ1 - 冷静かつ保守的にスタートする
で始まる。 下端 温度範囲のアクリルはオーバーヒートを、アンダーヒートよりもはるかに罰する。.
ステップ2:温度計だけでなく、シートを見る
最も信頼できるシグナルは 均一なたるみ+表面光沢.
中央がたるみ、端が硬い場合→加熱ムラ。.
ステップ3 - 変数を1つずつ調整する
変更 温度または浸漬時間, 両方同時にということはない。.
ステップ4 - アニール成功後のみ設定をロックする
見た目は良いが、アニール後にクレーズが発生する部品は、隠れたストレスがあることを意味する。.
| 何を見るか | その意味 | 即時修正 |
|---|---|---|
| 成形後の白いストレスライン | シートが冷たすぎるか、伸びすぎている | 浸漬時間を長くするか、プラグアシストを使用する |
| 角の破れ | 局所的な菲薄化 | 温度を少し上げる+プラグアシストを追加 |
| 表面のヘイズや泡 | アクリルの過熱 | 温度を下げ、加熱サイクルを短くする |
| 見た目は問題ないが、後にクラックが発生 | 残留応力 | アニーリングの改善 + より優しいドロー |
ほとんどの競合他社のブログは、“アクリルはX度で形成する ”で止まっている。”
このマトリックスは 温度、厚さ、挙動、工具、後処理 - これが実際の真空成形のやり方だ。.
お望みなら、そうしますよ:
次に何が欲しいか言ってくれ。.
アクリルを選ぶ 透明度、光沢、UV寿命 は譲れない。耐衝撃性、繊細な成形、サイクルタイムの短縮が必要な場合は、以下を評価してください。 ポリカーボネート (タフで幅広い成形ウィンドウ)または PETG (わずかに異なる温度で成形しやすい)。多くの看板/ディスプレイの仕事では、アクリルは知覚的価値では勝っていますが、工程管理がしっかりしていないと、技術者の時間やスクラップのコストがかかります。.
実際によくある失敗例:あるショップが6mmのキャストアクリルを「十分に温かく見える温度」まで加熱したが、中心部を浸すことはしなかった。修正方法は2つあった。中心部の温度を上げるために浸漬を増やすことと、伸縮が局所的にならないように、ポケットに材料をプリベンドするための軽いプラグアシストを追加することだった。結果:初回生産は成功し、光学的仕上げは維持され、標準的なアニール後のクレーズはゼロだった。(このパターン - 過熱+局所的な伸び - は、PMMA成形で最も繰り返し起こりやすいスクラップの原因のひとつである)
サブタイトル:戦時直前チェックリスト
アクリル 缶 PMMAは真空成形が可能で、正しく行えば、透明度と仕上がりにおいて比類のないものとなります。しかし、PMMAは精密な材料です。注意深い加熱、計画的な材料の流れ(プラグアシスト/圧力)、そして規律正しい成形後のアニールが要求されます。目を見張るような光学部品が必要なプロジェクトで、工程管理に投資を惜しまないのであれば、アクリルが適しています。スピード、衝撃靭性、あるいは非常に広い成形窓が必要な場合は、代わりにPCやPETGをご検討ください。.

TKPプラスチックは、真空成形ソリューションを提供する中国のリーディングカンパニーです。TKPプラスチックは、イノベーション、妥協のない品質、そして総合的な顧客満足度へのコミットメントによって定義されています。私たちの専門知識は、費用対効果、複雑なデザイン、持続可能な製造に優れたプロジェクトを提供することを可能にします。TKPとパートナーシップを組み、精密さと信頼性でお客様のビジョンを実現しましょう。.


