エンジニアに相談、20分で解決
私達のエンジニアは真空形成プロダクトの専門家です、あらゆる条件および特定の要求を知らせてもいいです、そして彼らは最も早く解決を解決し、自由のためのそれを送り返します。.
はじめに 真空成形は、熱可塑性樹脂シートを加熱して金型にかぶせ、真空引きすれば成形品ができあがるという、見かけによらずシンプルなものだ。しかし、金型の選択によって、表面品質、サイクルタイム、再現性、コスト、そして試作品から生産品へのスケールアップが可能かどうかが決まります。このガイドでは、基本的なことにとどまらず、一般的な金型の種類を比較し、実践的な設計と製造のヒントを示し、持続可能性とハイブリッド・アプローチを取り上げ、プロジェクトに適した金型を素早く選択できるよう、コンパクトな決定マトリックスを示します。.
その正体は? 広葉樹(ポプラ、バーチ、プロトタイプ用MDFなど)から作られた手彫りまたはCNC彫りの金型。. 長所だ: 金型費が非常に安く、反復が速いため、大判の少量生産部品に最適。木材は詳細なテクスチャーを受け入れ、ワンオフ仕上げにも寛容です。. 短所だ: 湿度の高い環境では寸法が不安定で、寿命が限られ、滑らかな部品を作るには表面をシール/仕上げする必要がある。微細な公差や長時間の生産には不向き。. 最高だ: プロトタイピング、シンプルな少量ロット、大型トレイ、包装形態。. デザイン&プロダクションのヒント:
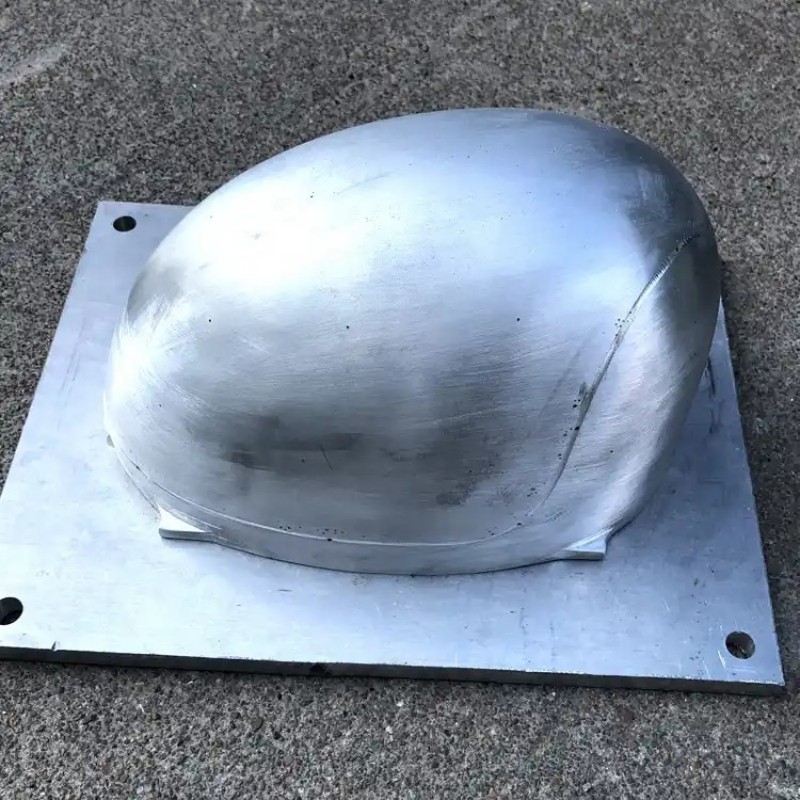
その正体は? CNC加工されたソリッドアルミニウム金型または鋳造アルミニウム金型。. 長所だ: 優れた熱伝導性 → サイクルタイムが短縮され、繰り返し精度が向上。長寿命、微細な表面仕上げが可能(鏡面研磨)。プラグアシストと適合工具で使用可能。. 短所だ: 初期費用が高い。複雑なポケットを加工すると価格が上がる。重い - 堅牢なプレス機や治具が必要。. 最高だ: 大量生産、正確な寸法と高品質の表面仕上げを必要とする部品(家電製品、自動車内装)。. デザイン&プロダクションのヒント:
その正体は? アディティブ・マニュファクチャリング(FDM、SLA、SLS)は、金型やプラグの作成に使用される。. 長所だ: 迅速な反復、複雑なアンダーカット(適合工具のプラグとして使用した場合)、少量生産のための低コスト、迅速なデザイン変更。カスタムテクスチャやプロトタイプに最適。. 短所だ: 表面仕上げはプリンターと後工程に依存する。ある種のプラスチックは、コーティングしない限り成形温度で劣化する可能性がある。金属に比べて寿命が短い。. 最高だ: ラピッドプロトタイピング、少量生産、テクスチャーテスト、複雑な形状のモックアップ。. デザイン&プロダクションのヒント:
その正体は? グラスファイバー/GRP、炭素繊維強化エポキシ、層状ラミネートなどの繊維強化材料で作られた金型。. 長所だ: 金属よりも軽く、剛性と安定性に優れ、ゲルコートで滑らかな仕上げが可能。寸法安定性が高い。. 短所だ: 熱伝導率が金属に比べて低い(サイクルタイムに影響)。. 最高だ: 中量生産、アルミニウムがコスト的に不利な大型フォーマー、ゲルコート仕上げが必要な美的部品。. デザイン&プロダクションのヒント:
その正体は? 強度と熱安定性を高めるため、エンジニアリング・エポキシ(多くの場合、アルミナのような充填剤を含む)を使用して鋳造または機械加工された金型。. 長所だ: アルミ削り出しに比べ低コストで、高強度、寸法安定性、研磨による良好な表面仕上げが可能。中ロットの金型に最適。. 短所だ: アルミニウムより耐久性に劣り、硬化までのリードタイムが長い。発熱や薄い部分には注意が必要。. 最高だ: 中量部品、治具、複合金型用マスタープラグ。. デザイン&プロダクションのヒント:
その正体は? 硬質または半硬質のポリウレタンから作られる鋳型。真空成形用の生産型や原型としてよく使用される。. 長所だ: 製造コストが非常に低く、納期が早く、細部の再現性が高い。柔軟なウレタンは、複雑な形状を簡単に離すことができる。. 短所だ: 配合によっては耐熱性に限界があり、高温成形シートには不向き。寿命が短い。. 最高だ: プロトタイピング、少量生産部品、または柔軟なリリースが必要な場合。. デザイン&プロダクションのヒント:
その正体は? 成形シリコーン(多くの場合、室温加硫、RTV)、一般的に柔軟性のある金型として、または多段階プロセスの一部として使用される。長所アンダーカットや複雑な形状の細部の捕捉と離型に優れ、短納期で低コスト、一部の接着剤に対する耐薬品性がある。短所:熱伝導率が低く、最高温度に制限があるため、非常に高温の熱成形工程での使用が制限される。最適:低温熱可塑性プラスチック、プロトタイピング、または柔軟な取り外しが必要な部品。二次部品の鋳造にも有用。設計及び生産の先端:
素材を組み合わせることにより(例えば、アルミニウムのコアとポリウレタンのフェース)、必要な部分には金属の熱的・摩耗的利点を、微細なディテールが必要な部分にはポリマーの低コストで柔軟な利点を得ることができます。これにより、コストと寿命を最適化することができます。.
マスターにテクスチャーを施し、金型を使って複製する(エポキシ、複合ゲルコート、アルミニウムへの直接CNCテクスチャー)。触感のある表面については、金属型へのマイクロテクスチャー・サンドブラストや化学エッチングを検討する。.
金型の材質は冷暖房に影響する:
(短い口頭表 - あなたのサイトで発表するときに使用する)
適切な真空成形金型を選択することは、コスト、サイクルタイム、表面仕上げ、寿命、環境への影響のトレードオフです。ラピッドプロトタイピングでは、3Dプリント金型や木型が高速で反復を可能にします。中程度の生産量であれば、エポキシやコンポジットの金型がスイートスポットに当たる。長寿命、精密さ、スピードを求めるなら、アルミニウムがゴールド・スタンダードです。1つの材料だけでは必要なものがすべて得られない場合は、ハイブリッド・アプローチを使う。例えば、金属コアにポリマーの面を付けたり、3Dプリントしたマスターにメッキやコーティングを施して寿命を延ばしたりする。基本的なメンテナンスとモニタリングを実施して、金型の寿命を延ばし、パーツの安定性を保つ。.
Q: 表面仕上げが最も良い金型はどれですか?
A: 研磨アルミニウムは、最も再現性の高い最高の鏡面仕上げを提供します。エポキシやコンポジットの金型は、丁寧な仕上げにより、より低コストでそれに近づけることができます。.
Q: 3Dプリントした金型に直接真空成形できますか?
A: 低温のプラスチックや短納期の場合は、エポキシ樹脂で印刷を保護し、材料の耐熱性を確保すれば可能です。高温のプラスチックや長時間の生産には、メッキまたは機械加工された面を使用してください。.
Q:ドラフトのアングルの長さは?
A: ドラフト角は深さとポリマーによる。より深いドローでは、より大きなドラフトが有効です。.
Q: プラグアシストとは何ですか?
A: バキュームする前に、プラグでシートを押したり、あらかじめ伸ばしたりします。深いドローや、肉厚をコントロールしたり、コーナー部分の薄さを抑えるために使います。.
Q: 再生プラスチックの金型材料はどのように選べばよいですか?
A: まず成形温度と絞り性をテストしてください。コンポジットやアルミニウムは、プロセスのばらつきに強いので、リサイクル材料のばらつきに対応できます。.
Q: シリコーン金型は工業用に適していますか?
A: シリコーンは小ロットやアンダーカットのある複雑な部品には適していますが、高温や大量の連続生産には適していません。.
Q: 金型の寿命を延ばすには?
A: 適切な表面仕上げ、適切な離型剤の使用、摩耗する鋭利なエッジの回避、サイクル数の記録、迅速な修理、管理された環境での金型の保管。.
Q: アルミニウムの金型にすぐに投資した方が安いですか?
A: 大量生産なら可能です。しかし、初期段階の製品や不確かな設計の場合は、アルミニウムに投資する前に、より安価なプロトタイプ金型(3Dプリント/エポキシ)から始めて、設計を検証してください。.

TKPプラスチックは、真空成形ソリューションを提供する中国のリーディングカンパニーです。TKPプラスチックは、イノベーション、妥協のない品質、そして総合的な顧客満足度へのコミットメントによって定義されています。私たちの専門知識は、費用対効果、複雑なデザイン、持続可能な製造に優れたプロジェクトを提供することを可能にします。TKPとパートナーシップを組み、精密さと信頼性でお客様のビジョンを実現しましょう。.


