Sprechen Sie mit unserem Ingenieur und erhalten Sie eine Lösung in 20 Minuten
Unsere Ingenieure sind Experten für Vakuumverformungsprodukte. Sie können ihnen alle Anforderungen und spezifischen Wünsche mitteilen, dann arbeiten sie schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
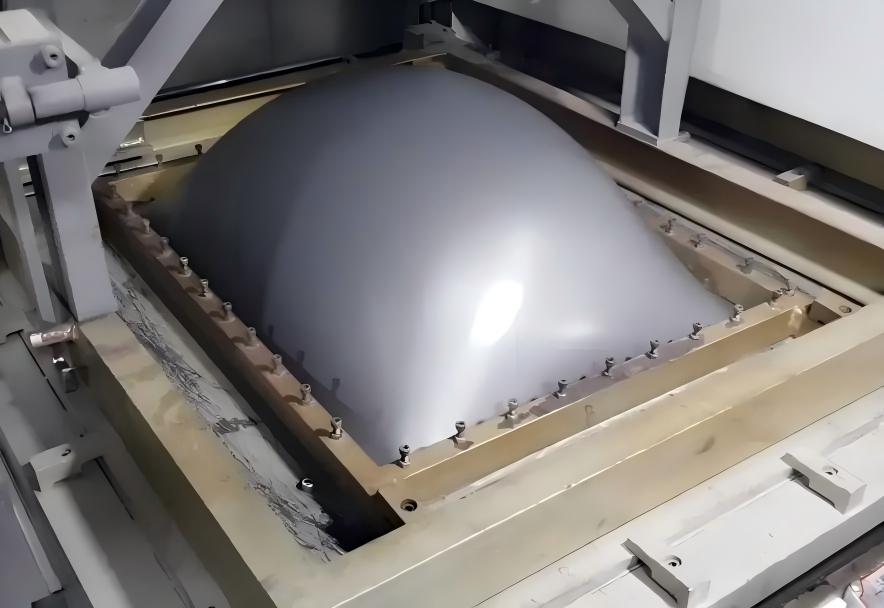
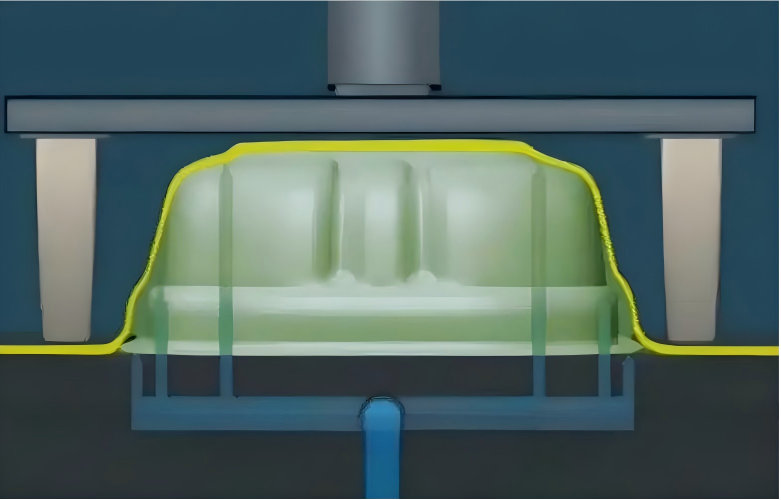
Kurzes Intro Das Vakuumformen ist täuschend einfach: Eine Kunststoffplatte wird erhitzt, bis sie weich ist, dann wird sie über eine Form gezogen und mit Hilfe eines Vakuums an die Form angepasst. Was sich nach “Erhitzen und Saugen” anhört, bietet den Teams eine leistungsstarke Mischung aus Geschwindigkeit, Skalierbarkeit und Flexibilität. wenn die Sie um den Prozess herum entwerfen. Im Folgenden gehe ich auf die tatsächlichen Vor- und Nachteile ein, zeige Ihnen, wie Sie entscheiden können, ob es das richtige Werkzeug für Ihr Projekt ist, und gebe Ihnen praktische, ingenieurmäßige Ratschläge (einschließlich Fehlermodi, Schadensbegrenzung und neuere hybride Arbeitsabläufe, die in vielen Leitfäden übergangen werden).
Warum das Vakuumformen so weit verbreitet ist (und wann es sich auszahlt)
Die Vakuumformung ist beliebt, weil sie in Bereichen, in denen die Zeit bis zum ersten Teil, die Größe der Teile und die Kosten für die Werkzeuge eine Rolle spielen, die Nase vorn haben:
Geschwindigkeit bis zum Prototyp - können Sie innerhalb weniger Tage vom CAD zu einem funktionierenden Teil kommen, indem Sie Holz, Aluminium oder sogar 3D-gedruckte Formen verwenden. Diese kurze Schleife verändert die Art und Weise, wie Teams iterieren.
Kostenprofil, das große, flache Teile begünstigt - Große Gehäuse und Schalen lassen sich oft billiger mit geformten Blechen als im Spritzgussverfahren herstellen, da die Werkzeuge für den Spritzguss mit zunehmender Größe der Teile sehr teuer werden.
Flexibilität des Materials - Zu den üblicherweise geformten Polymeren gehören ABS, HIPS, PETG, PVC, PC und PP; Sie können die Klarheit, Flammwidrigkeit oder Schlagfestigkeit entsprechend der Produktfunktion wählen.
Wann sollten Sie sich schnell für das Vakuumformen entscheiden: Sie benötigen einen schnellen Prototyp, das Teil ist groß/relativ flach und die Toleranzen sind moderat (nicht ±0,1 mm bei winzigen Merkmalen).
Was sind die wirklichen Vorteile?
Geringe Vorlaufkosten für Werkzeuge - Bei den Formen kann es sich um einfache Holzvorlagen handeln, um maschinell bearbeitetes Aluminium für größere Auflagen oder um SLA/FDM 3D-gedruckte Vorrichtungen für eine schnelle Bearbeitung. Das hält das Anfangskapital niedrig.
Schnelle Iterationsschleifen - billigere, schnellere Werkzeuge = mehr Entwurfsiterationen, bevor man sich für teure Produktionswerkzeuge entscheidet.
Wirtschaftlich für große Teile - Sehr große Paneele und Gehäuse können zu weitaus niedrigeren Kosten pro Teil geformt werden als beim Spritzgießen für kleine bis mittlere Serien.
Relativ grüne Möglichkeiten - Beschnittabfälle sind in der Regel wiederverwertbar, und bestimmte geformte Bleche können recycelte Bestandteile enthalten; bei sorgfältiger Schachtelung und Materialauswahl können Abfall und Energie pro Teil reduziert werden. (Mehr dazu unten.)
Zugängliche Oberflächen - texturierte Formen oder das Schleifen/Polieren von Formen kann eine breite Palette von Oberflächenbehandlungen ohne komplexe sekundäre Prozesse liefern.
Was sind die praktischen Nachteile?
Detail- und Hinterschnittbegrenzungen - Das Vakuumformen hat Schwierigkeiten, tiefe Hinterschneidungen oder sehr feine, scharfe Merkmale zu reproduzieren. Wenn Sie scharfe Mikrotexturen oder komplexe Innenhaken benötigen, ist in der Regel Druckformen oder Spritzgießen erforderlich.
Variabilität der Wandstärken - Wenn sich das Blech über die Form streckt, werden die dünnen Abschnitte noch dünner. Kritische Dünnheits- oder Gleichmäßigkeitsanforderungen erfordern eine spezielle Konstruktion oder Druckumformung.
Engere Toleranzen sind teuer - Die Einhaltung einer engen Maßkontrolle oder ±0,5 mm bei kleinen Merkmalen ist ohne fortschrittlichere Werkzeuge und Prozesskontrolle oft nicht möglich.
Nachbearbeitung - Beschnittteile, Einsätze, Sekundärverklebungen oder die Montage von Befestigungselementen verursachen zusätzliche Arbeit und Kosten, die in die Angebote aufgenommen werden müssen.
Empfindlichkeit von Material und Verarbeitung - Temperaturfenster für die Formgebung, Gleichmäßigkeit der Erwärmung und Geschicklichkeit des Bedieners beeinflussen die Qualität des Endprodukts; einige Polymere erfordern eine präzise thermische Steuerung. (Siehe praktische Zahlen unten.)
Reale, praktische Zahlen und Leitlinien (Verwendung bei Entwurfsprüfungen)
Entnahmewinkel: Mindestens 3°-5° an den vertikalen Flächen, um das Einreißen zu verringern und das Ablösen zu erleichtern. Ein größerer Verzug erleichtert das Beschneiden.
Typische Blechdicken: 0,5 mm - 6 mm für die Hobby-/Industrie-Vakuumformung; übliche Produktionsbandbreiten sind 0,75-3 mm für Verbraucherteile und 3-6 mm für Schwerlastplatten.
Faustformel für Wärme/Zeit: Die Formgebungszeit hängt vom Material und der Dicke ab - Toolcraft führt beispielsweise typische Erwärmungszeiten auf, die mit der Dicke und der Art des Thermoplasts zunehmen (ABS und PC brauchen länger als PETG oder HIPS). Verwenden Sie bei der Einrichtung Tabellen der Lieferanten.
Wann man die Druckformung vorzieht: Sie benötigen scharfe Details, eine nahezu gleichmäßige Wandstärke oder eine hohe kosmetische Genauigkeit. Bei der Druckformung wird zusätzlich zum Vakuum ein Überdruck verwendet, der die Formdetails besser überträgt.
Checkliste Design-for-Vacuum-Forming (DfVF) - was ist zu tun? vor das Prototyp-Zitat
Vermeiden Sie scharfe Innenecken; bevorzugen Sie Radien von 0,8-2 mm je nach Maßstab.
Begrenzen Sie Tiefziehvorgänge; wenn ein Feature tiefer als ~2× die kleinste seitliche Abmessung ist, zerlegen Sie das Teil in mehrere Teile.
Verwenden Sie gleichmäßige Wandabschnitte, wo Festigkeit erforderlich ist - verteilen Sie die Dehnung gleichmäßig.
Fügen Sie großzügige Entformungsschrägen (3°-5°+) hinzu und berücksichtigen Sie frühzeitig Trennlinien und Beschnittzugaben.
Entwerfen Sie Vorsprünge und Schraubenmerkmale für Einsätze (Thermofixierung, Ultraschall), anstatt präzise dünne Vorsprünge nur aus dem Blech zu formen.
Fehlermöglichkeiten, warum sie auftreten und wie sie behoben werden können (Checkliste für Ingenieure)
Blasen oder Bläschen - verursacht durch Überhitzung, eingeschlossene Feuchtigkeit oder Verunreinigungen. Beheben Sie dies durch Trocknen der Platten, Senken der Heiztemperaturen oder Verbessern des Vakuumwegs.
Faltenbildung um tiefe Zeichnungen - Reduzieren Sie die Ziehtiefe, fügen Sie Vorheizmuster hinzu oder verwenden Sie Stopfen/Hilfswerkzeuge, um den Materialfluss zu steuern.
Dünne Stellen oder Risse an den Ecken - größere Radien hinzufügen, dickere Bleche verwenden oder die Geometrie auf mehrere Werkzeuge aufteilen.
Schlechte Oberflächenreproduktion - Polieren oder strukturieren Sie die Form, oder gehen Sie zum Druckformen über, wenn Sie eine spiegelnahe Übertragung benötigen.
Moderne Upgrades werden von den Wettbewerbern oft übersehen
1) 3D-gedruckte Gussformen als Standardstrategie für die schnelle Entwicklung
Mit hochwertigen SLA- oder FDM-Formen können Teams komplexe Oberflächentexturen und Geometrien ohne teure CNC-Arbeiten ausprobieren. Durch Nachbearbeitung des Drucks (Schleifen, Versiegeln) erhalten Sie innerhalb weniger Tage kosmetisch nützliche Formen. Dies ist das pragmatische “Beste aus beiden Welten” für Prototypen und Kleinserien.
2) Strategien für recycelte Inhalte und Rückgewinnung
Das Thermoformen eignet sich für die Rückgewinnung von Verschnitt und das Nachschleifen bestimmter Verschnitte zur Wiederverwendung in unkritischen Anwendungen. Einige Lieferanten bieten inzwischen Platten mit zertifiziertem Recyclinganteil an. Durch die Kombination von Verschachtelungsstrategien mit Rückgewinnungsschleifen werden die Auswirkungen von der Wiege bis zum Tor deutlich reduziert. Wenn Nachhaltigkeit Teil Ihres Produktkonzepts ist, sollten Sie die Quantifizierung von recyceltem % und die Wiederverwertbarkeit am Ende des Lebenszyklus in den technischen Daten angeben.
Formen Sie die Haupthülle mit Vakuumformung und fügen Sie dann CNC-gefräste Halterungen oder Metalleinsätze ein, wenn strukturelle Steifigkeit erforderlich ist. Dieser hybride Weg bietet die Geschwindigkeit von geformten Blechen und die strukturelle Präzision von CNC.
Schneller Entscheidungsfluss - ist Vakuumtiefziehen das Richtige für Ihr Teil?
Beantworten Sie diese:
Ist das Teil groß und meist flach? → Vakuumformung bevorzugt.
Benötigen Sie sehr feine Merkmale oder enge, kleine Toleranzen? → Ziehen Sie das Druckformen oder Spritzgießen in Betracht.
Sind die Stückzahlen gering bis mittelgroß (Prototypen → wenige Tausend)? → Vakuumformung ist oft billiger. Bei Zehntausenden führen Sie Stückkostenmodelle im Vergleich zum Spritzguss durch.
Ist ein recycelter Anteil oder eine Rückgewinnbarkeit erforderlich? → Besprechen Sie die Plattenoptionen mit den Lieferanten; Vakuumformung kann wiederverwertete Materialströme integrieren, falls geplant.
Stellen Sie sich eine 600 × 400 mm große Kioskplatte mit moderaten Entwürfen, einer Tasche und zwei Befestigungsnasen vor. Die Herstellung von Spritzgusswerkzeugen für diese Größe ist extrem teuer; das Vakuumformen (3 mm dickes ABS-Blech auf einer maschinell bearbeiteten Patrize, zugeschnitten und mit hitzefixierten Einsätzen versehen) ist in der Regel schneller und bei Auflagen unter mehreren Tausend Stück auch kostengünstiger. Wenn Sie glänzende, mikrotexturierte Logos benötigen, die präzise übertragen werden sollen, sollten Sie auf Druckformung umsteigen oder eine strukturierte Aluminiumform verwenden. (Dies ist der übliche Kompromiss, den Teams bei der Produktionsplanung eingehen müssen).
TKP Plastic ist Chinas führender Anbieter von Vakuumformungslösungen. Wir zeichnen uns durch unser Engagement für Innovation, kompromisslose Qualität und absolute Kundenzufriedenheit aus. Dank unseres Fachwissens sind wir in der Lage, Projekte zu liefern, die sich durch Kosteneffizienz, komplexes Design und nachhaltige Fertigung auszeichnen. Gehen Sie eine Partnerschaft mit TKP ein, um Ihre Visionen mit Präzision und Zuverlässigkeit zu verwirklichen.