Sprechen Sie mit unserem Ingenieur und erhalten Sie eine Lösung in 20 Minuten
Unsere Ingenieure sind Experten für Vakuumverformungsprodukte. Sie können ihnen alle Anforderungen und spezifischen Wünsche mitteilen, dann arbeiten sie schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
Kurze Antwort: Ja - zuverlässig, aber nur, wenn Sie seine Persönlichkeit respektieren. Acryl (PMMA) belohnt sorgfältiges Erhitzen, kontrolliertes Dehnen und nachträgliches Tempern mit spektakulärer Klarheit und UV-Stabilität. Wenn Sie diese Schritte vernachlässigen, wird es Ihnen mit Rissen, Sprüngen oder schlecht alternden Teilen danken.
Acryl vakuumgeformt
Einleitung - eine menschliche Sichtweise
Untertitel: Das ist nicht “nur ein weiteres Plastik” Acrylglas ist der Meister der Glasoptik: kristallklar, glänzend und UV-beständig. Das macht es zum Standard für Schaufenster, Museumsauslagen und Lichtleitlinsen. Aber im Gegensatz zu den freundlichen Thermoformern (PETG, dünnes ABS) verhält sich Acrylglas wie ein Präzisionswerkzeug - ein kleiner Fehler bei der Temperatur oder beim Einspannen macht sich in einem zerstörten Teil bemerkbar. Dieser Artikel erklärt was zu tun, warum es funktioniert, und wie um schnelle Experimente einzurichten, damit Ihr erster Versuch nicht Ihr letzter ist.
(Wichtiger Hinweis: Die folgenden technischen Bereiche und Verfahren spiegeln die Anleitungen der Hersteller und die Handbücher für das Vakuumformen wider - siehe verlinkte Verweise nach jedem praktischen Abschnitt).
Einen umfassenderen Überblick über die Möglichkeiten des professionellen Umformens finden Sie unter Tiefziehfertigung.
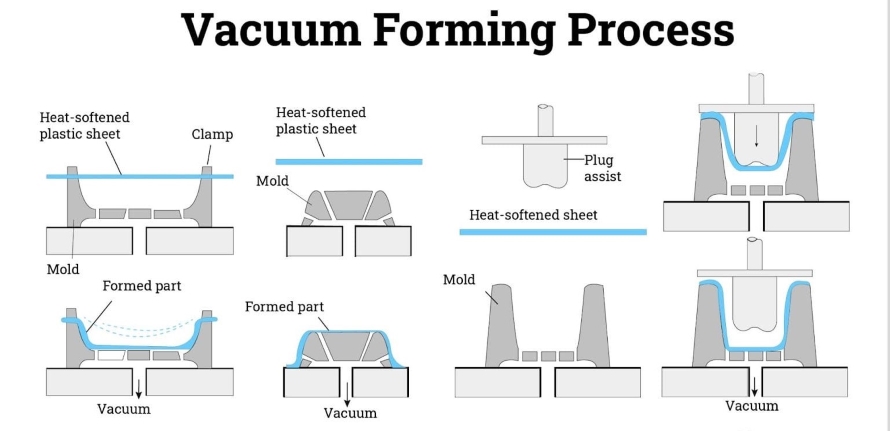
Vakuumformverfahren
Was Acryl (PMMA) ist - und warum dies die Wahl des Verfahrens beeinflusst
Untertitel: Spröde Klarheit vs. flexible Prozessfenster PMMA ist ein amorpher Thermoplast mit hervorragenden optischen Eigenschaften und guter UV-Beständigkeit. Diese Klarheit bringt jedoch auch Nachteile mit sich: PMMA ist relativ spröde und hat ein kleineres nutzbares Formgebungsfenster als tolerantere Kunststoffe. Aus diesem Grund ist eine sorgfältige Wärmekontrolle, ein langsameres Ziehen bei tiefen Merkmalen und ein obligatorischer Spannungsabbau nach dem Ziehen erforderlich.
Wenn Sie Materialien vergleichen wollen, dann steht Acryl neben anderen technischen Kunststoffen, die häufig in Vakuumformungsmaterialien.
Werkstoff Acryl
Gegossenes vs. extrudiertes Acrylglas - wählen Sie die richtige Platte
Untertitel: Die Wahl verändert das Verhalten der Platte bei Hitze
Gegossenes Acryl: typischerweise bessere Oberflächenqualität und höhere optische Leistung; viele Geschäfte bevorzugen es für Teile in Display-Qualität. Bei der Umformung kann es weniger nachgiebig sein (elastisches Gedächtnis), so dass die Erwärmung und die Verweilzeit genau stimmen müssen.
Extrudiertes Acryl: im Allgemeinen leichter zu formen, maßhaltiger und kostengünstiger; kann empfindlicher auf lokale Wärmegradienten und Bearbeitungsspannungen reagieren. Stimmen Sie die Wahl des Blechs auf die endgültigen Prioritäten ab (Klarheit vs. Einfachheit und Preis).
Temperatur und Heizung - das Herzstück des Erfolgs
Untertitel: gleichmäßige, vorhersehbare Wärme - alles andere folgt Die von den Herstellern und technischen Leitfäden angegebenen typischen Verformungsbereiche liegen bei der Acrylverformung zwischen etwa 140-190 °C (≈285-375 °F) je nach Dicke, Sorte und Ausrüstung. PMMA zeigt einen sehr nützlichen visuellen Indikator - es wird durchsichtig/“klar” in der richtigen Formzone - aber verlassen Sie sich nicht allein auf das Sehen: Verwenden Sie Pyrometer, Thermoelemente oder kalibrierte Infrarotgeräte. Ungleichmäßige Erwärmung führt zu lokaler Überdehnung, Rissen oder Rissbildung.
Ausrüstungs- und Prozesstipps, die den Ausschuss schnell reduzieren
Untertitel: echte Veränderungen, die einen messbaren Unterschied machen
Verwendung von zonierten Quarzheizungen (oder beidseitiges IR), um eine gleichmäßige Dicke zu erreichen; nach dem Erhitzen kurzes Eintauchen, damit der Kern die Zieltemperatur erreicht.
Berücksichtigen Sie immer Plug Assists für Tiefzüge oder dünne Bahnen - sie regulieren den Materialfluss und reduzieren die Ausdünnung.
Druckformung (Vakuum + Überdruck) ist Ihr Freund, wenn es auf Details und scharfe Kanten ankommt: Es sorgt für eine schärfere Definition mit weniger lokalem Stress als Vakuum allein.
Jede neue Partie ausprobieren von Platten - das Verhalten von PMMA variiert zwischen gegossenen/extrudierten und gleichmäßigen Chargen.
Gestaltungshinweise - gute Gewohnheiten, die sich auszahlen
Untertitel: Design um Prozessschmerzen zu vermeiden, nicht um zu prahlen
Verwenden Sie großzügige Radien (keine Messerkanten), ziehen Sie an den Vertikalen und vermeiden Sie sehr tiefe, enge Züge. Kleine Radien konzentrieren die Belastung und laden zum Reißen ein.
Halten Sie die Querschnittsveränderungen allmählich, um lokale Ausdünnungen zu vermeiden.
Fügen Sie Entlüftungsöffnungen oder Entlüftungskanäle für eingeschlossene Luft hinzu - unsichtbare Entlüftungen sind besser als fleckige Abzüge.
Wenn es auf die optische Qualität ankommt, sollten Sie sich für eine berührungslose Formgebung entscheiden (damit das Blech nicht an der Oberfläche der Form reibt) oder für polierte Formen und Druckformung, um die Oberflächenabnutzung zu verringern.
Häufige Fehlerarten - Diagnose + Behebung (wie man das Teil liest)
Untertitel: Nicht raten - gezielt diagnostizieren und beheben
Rissbildung (feine weiße Linien): sagt Ihnen, dass es Eigenspannungen gibt und das Risiko einer Lösungsmittel-/Chemikalienexposition besteht. Lösung: Reduzieren Sie die lokale Spannung während der Formgebung und glühen Sie dann vorsichtig.
Risse oder spröde Risse: in der Regel zu wenig beheiztes Blech oder zu schnelles Ziehen. Abhilfe: Einweichen etwas erhöhen, Stopfenhilfe verwenden, Zug verlangsamen.
Trübung der Oberfläche / Schmelzspuren: Überhitzung oder Verschmutzung. Abhilfe: Sollwert des Ofens senken, Werkzeuge reinigen, berührungsfreie Stützen verwenden.
Glühen und Nachbearbeitung - lassen Sie diesen Schritt nicht aus.
Das Glühen baut innere Spannungen ab und ist für PMMA unerlässlich, insbesondere wenn die Teile verklebt, bearbeitet, mit Lösungsmitteln verschweißt oder Reinigungschemikalien ausgesetzt werden. Die Hersteller empfehlen in der Regel ein Glühen um 80 °C (≈180 °F) mit Zeiten, die von der Dicke abhängen (für dünne Bleche mindestens ~2 Stunden; für dickere gelten die Regeln pro mm). Eine typische Faustregel aus Fertigungshandbüchern lautet ~1 Stunde pro mm Dicke für das Erhitzen zum Glühen (mit Mindestzeiten für dünnes Material) und langsames Abkühlen - genaue Zeitpläne finden Sie jedoch im Datenblatt des Blechherstellers. Wenn Sie die Teile zu früh aus dem Ofen nehmen, werden die Vorteile zunichte gemacht.
Praktische SOP - ein werkstatttaugliches Arbeitsblatt (allgemeiner Ausgangspunkt)
Untertitel: ein getestetes Skelett, das Sie morgen ausführen und dann anpassen können
Das ist wichtig: Dies ist eine Startvorlage. Passen Sie sie je nach Bogenmarke, Maschine und Form an. Führen Sie immer zuerst Gutscheine aus.
Inspektions- und Vorbereitungsblatt - Entfernen Sie die Schutzfolie dort, wo sie mit den Heizelementen in Berührung kommt; prüfen Sie, ob sie gegossen oder extrudiert wurde.
Ofen vorheizen - Heizzonen so einstellen, dass eine gemessene Zieltemperatur der Blechoberfläche erreicht wird (siehe Tabelle unten). Verwenden Sie ein Thermoelement oder einen kalibrierten Infrarotstrahler.
Einweichen - Sobald die Oberflächentemperatur im Bereich liegt, lassen Sie den Kern kurz einweichen, damit er die Temperatur erreicht (die Zeit hängt von der Dicke ab; siehe Tabelle).
Schnell in den Formularbereich übertragen - sofort mit Vakuum/Druck beginnen; bei tiefen Abschnitten Stopfenhilfe verwenden.
Halten bis zur Einstellung - Vakuum/Druck aufrechterhalten, bis das Material so weit abgekühlt ist, dass es seine Form behält.
Trimmen und Stützen - hohe oder flache Spannweiten beim Abkühlen zu unterstützen.
Glühen - Teile in einen Glühofen legen: ~80 °C (180 °F) - mindestens 2 Stunden für dünne Teile, oder 1 Stunde/mm für dickere Teile; langsam abkühlen.
Schnelltestmatrix - verwenden Sie diese Ausgangsziele (übliche Materialstärken)
Hier ist ein saubere, werkstatttaugliche “Quick Test Matrix”-Tabelle können Sie direkt in Ihren Blog oder Ihre SOP einfügen. Es wird von einem echte Betreiber-/Verfahrenstechnikerperspektive, und nicht um allgemeine Lehrbuchsortimente.
Schnelltestmatrix - Vakuumformen von Acryl (PMMA)
Verwenden Sie diese als Ausgangsziele, keine absoluten Werte. Nehmen Sie immer eine Feinabstimmung je nach Blechmarke, Ofentyp und Formtiefe vor.
Dicke von Acrylglasplatten
Zielblatt Oberflächentemperatur
Visueller Bereitschaftshinweis (sehr wichtig)
Typische Aufheiz-/Einweichzeit*
Plug Assist-Empfehlung
Formgebungsverfahren
Glühen Startpunkt
1,5 mm (≈1/16″)
140-155 °C
Der Bogen wird gleichmäßig glänzend, keine Wellen, minimaler Durchhang
30-90 Sekunden
Normalerweise nicht erforderlich
Vakuumformung ist ausreichend
80 °C × 2 Stunden
3 mm (≈1/8″)
145-165 °C
Gleichmäßiger Durchhang über den gesamten Rahmen, die Kanten sind nicht mehr “dicht”.”
1-3 Minuten
Empfohlen für tiefere Taschen
Vakuum- oder Druckumformung
80 °C × 3 Stunden
4,5-6 mm (≈3/16″-1/4″)
150-170 °C
Langsamer, starker Durchhang; das Blatt fühlt sich gummiartig an, nicht schlaff
3-6 Minuten
Dringend empfohlen
Druckumformung bevorzugt
80 °C × 4-6 Stunden
8-10 mm (≈5/16″-3/8″)
155-180 °C
Tiefer, kontrollierter Durchhang; keine Oberflächenblasen
Befolgen Sie den Zeitplan des Herstellers (oft 1 Stunde pro mm)
*Annahme der Heizzeit Quarz- oder IR-Öfen. Bei Konvektionsöfen kann eine längere Einweichzeit erforderlich sein.
Wie man diese Matrix verwendet (Operator Mindset)
Schritt 1 - Kalt und konservativ beginnen Beginnen Sie bei der unteres Ende des Temperaturbereichs. Acryl bestraft Überhitzung viel stärker als Unterhitzung.
Schritt 2 - Beobachten Sie das Blatt, nicht nur das Thermometer Das zuverlässigste Signal ist gleichmäßiger Durchhang + Oberflächenglanz. Wenn die Mitte durchhängt, die Ränder aber steif bleiben → ungleichmäßige Erwärmung.
Schritt 3 - Eine Variable nach der anderen anpassen Ändern Sie Temperatur ODER Einweichzeit, niemals beides auf einmal.
Schritt 4 - Einstellungen erst nach erfolgreicher Glühung sperren Ein Teil, das gut aussieht, aber nach dem Glühen Risse aufweist, bedeutet versteckte Spannungen - verringern Sie die Ziehgeschwindigkeit oder fügen Sie eine Ziehhilfe hinzu.
Gemeinsame Testergebnisse
Was Sie sehen
Was es bedeutet
Sofortige Behebung
Weiße Spannungslinien nach dem Umformen
Zu kaltes oder überdehntes Laken
Erhöhen Sie die Eintauchzeit oder verwenden Sie die Pfropfenhilfe
Einreißen an den Ecken
Lokalisierte Ausdünnung
Temperatur leicht anheben + Steckerhilfe hinzufügen
Oberflächentrübung oder Blasen
Überhitztes Acryl
Temperatur reduzieren, Heizzyklus verkürzen
Teil sieht gut aus, wird aber später rissig
Eigenspannung
Besseres Glühen + sanfteres Ziehen
Warum diese Tabelle besser ist als allgemeine Leitfäden
Die meisten Blogs von Wettbewerbern hören bei “Acrylformen bei X Grad” auf.” Diese Matrix verbindet Temperatur, Dicke, Verhalten, Werkzeuge und Nachbearbeitung - so funktioniert das Vakuumformen tatsächlich.
Wenn du willst, kann ich das:
Konvertieren Sie dies in eine druckbares einseitiges Ladenposter
Passen Sie es speziell für Gegossenes vs. extrudiertes Acryl
Erstellen einer Seite-an-Seite-Vergleichstabelle: Acryl vs PETG vs Polycarbonat (sehr SEO-stark)
Sagen Sie mir einfach, was Sie als nächstes wollen.
Wirtschaftlichkeit und Materialwahl - wann Acryl die richtige Wahl ist
Wählen Sie Acryl, wenn Klarheit, Glanz und UV-Beständigkeit sind nicht verhandelbar. Wenn Sie Stoßfestigkeit, eine weniger heikle Umformung oder schnellere Zykluszeiten benötigen, sollten Sie Polycarbonat (zähes, breiteres Umformfenster) oder PETG (leichtere Verformung bei etwas anderen Temperaturen). Bei vielen Schilder-/Displayaufträgen gewinnt Acryl aufgrund des wahrgenommenen Wertes - aber es kostet mehr Zeit für Techniker und Ausschuss, wenn Ihre Prozesskontrolle nicht solide ist.
Erfahrungsbericht - ein realistisches Szenario, aus dem man lernen kann
Häufiges Versagen in der Praxis: Ein Geschäft erhitzte 6 mm gegossenes Acrylglas auf eine Temperatur, die “warm genug” aussah, weichte aber den Kern nicht ein; das Teil riss an einem dünnen Steg in der Nähe einer Ecke. Die Lösung war zweifach: Erhöhen Sie die Durchwärmung, um die Kerntemperatur zu erhöhen, und fügen Sie einen leichten Pfropfen hinzu, um das Material in die Tasche vorzubiegen, damit die Dehnung nicht lokal begrenzt ist. Ergebnis: Erfolg beim ersten Durchlauf, optische Oberfläche erhalten, keine Rissbildung nach einer Standardglühung. (Dieses Muster - Unterhitzung und örtliche Dehnung - ist eine der häufigsten Ursachen für Ausschuss bei der PMMA-Umformung).
Letzte Checkliste vor dem Produktionsstart
Untertitel: Die Checkliste für den Krieg in letzter Minute
Materialqualität und gegossen/extrudiert bestätigt.
Plug assist/pressure-form plan ready für tiefe oder detaillierte Bereiche.
Glühzeitplan eingestellt und Ofen geräumt.
Die Coupons werden vor dem vollständigen Durchlauf ausgedruckt und abgezeichnet. (Wenn der Coupon nicht funktioniert, brechen Sie ab - nicht mitten im Lauf nachbessern).
Fazit - die ehrliche Zusammenfassung
Acryl absolut kann vakuumgeformt werden - und wenn man es richtig macht, sind die Ergebnisse unübertroffen in Klarheit und Verarbeitung. PMMA ist jedoch ein Präzisionsmaterial: Es erfordert eine sorgfältige Erwärmung, einen geplanten Materialfluss (mit Hilfe von Stopfen/Druck) und ein diszipliniertes Glühen nach der Formgebung. Wenn Ihr Projekt eine auffällige Optik erfordert und Sie bereit sind, in die Prozesskontrolle zu investieren, ist Acrylglas der richtige Werkstoff. Wenn Sie Geschwindigkeit, Schlagzähigkeit oder ein sehr breites Formfenster benötigen, sollten Sie stattdessen PC oder PETG in Betracht ziehen.
TKP Plastic ist Chinas führender Anbieter von Vakuumformungslösungen. Wir zeichnen uns durch unser Engagement für Innovation, kompromisslose Qualität und absolute Kundenzufriedenheit aus. Dank unseres Fachwissens sind wir in der Lage, Projekte zu liefern, die sich durch Kosteneffizienz, komplexes Design und nachhaltige Fertigung auszeichnen. Gehen Sie eine Partnerschaft mit TKP ein, um Ihre Visionen mit Präzision und Zuverlässigkeit zu verwirklichen.