Sprechen Sie mit unserem Ingenieur und erhalten Sie eine Lösung in 20 Minuten
Unsere Ingenieure sind Experten für Vakuumverformungsprodukte. Sie können ihnen alle Anforderungen und spezifischen Wünsche mitteilen, dann arbeiten sie schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
Thermoformung vs. Vakuumformung: Was sind die Unterschiede?
Inhaltsübersicht
Thermoformung, Vakuumformung und Druckformung gehören zur selben Familie, spielen aber in der Fertigung unterschiedliche Rollen. Dieser Leitfaden führt Schritt für Schritt durch jedes Verfahren, zeigt, wo sie glänzen (und wo nicht), und fügt praktische, konstruktionsorientierte Ratschläge hinzu, die ein oberflächlicher Vergleich nicht liefern kann - einschließlich Werkzeugrealitäten, Materialverhalten, DFM-Regeln, Nachhaltigkeitsabwägungen und der Frage, wann man sich für Doppelblech- oder Rotationsvarianten für Strukturteile entscheiden sollte. Ich werde auch auf häufige Fehler hinweisen, die Ingenieure begehen, wenn sie ein Design von Spritzguss auf Thermoformung umstellen, und schnelle Faustregeln geben, die Sie bei Angeboten oder frühen Kostenschätzungen verwenden können. Im realen Produktionskontext werden diese Verfahren häufig bei kundenspezifischen Projekten angewandt, die von professionellen Thermoformern bearbeitet werden, wie z. B. Beste Vakuumverformung.
Thermoformung vs. Vakuumformung - eine kurze Einführung
Kurzfassung: Vakuumverformung ist eine Typ des Thermoformens. Thermoformung ist der Oberbegriff für das Erhitzen einer thermoplastischen Folie, das Formen in einer Form und das Abkühlen. Unter dieser Überschrift finden Sie üblicherweise Vakuumverformung (Ziehen Sie das Blatt mit Hilfe von Saugnäpfen an die Form), Druckformung (für höhere Detailgenauigkeit Druckluft + Vakuum verwenden), und Doppelblatt / Rotation / Billow Varianten für bestimmte Teiletypen. Denken Sie an die Vakuumformung als kostengünstige, schnelle Option für große Teile, an die Druckformung als höherwertiges Thermoformverfahren und an Twin-Sheet/Rotary als spezielle Zweige für hohle oder sehr schnelle Teile.
Was ist Vakuumformung?
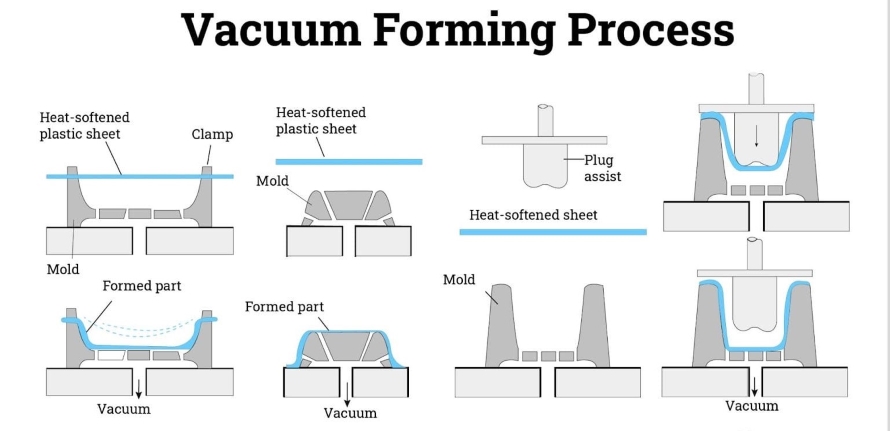
Beim Vakuumformen wird eine thermoplastische Folie erwärmt, bis sie geschmeidig ist, und über (oder in) eine einseitige Form gezogen. Dann wird die Luft unter der Folie mit Hilfe eines Vakuums entfernt, so dass der atmosphärische Druck den Kunststoff zwingt, sich anzupassen. Nach dem Abkühlen wird die geformte Haut beschnitten und fertiggestellt. Es handelt sich um ein einfaches, robustes Verfahren, das sich ideal für große Teile und leichte Details (abgerundete Ecken, glatte Flächen) eignet - Beispiele: Tabletts, Verkaufsdisplays, Geräteauskleidungen und einige medizinische Tabletts. Da die Werkzeuge aus Holz, Epoxidharz oder Aluminium bestehen können, ist das Vakuumformen ein beliebtes Verfahren für die Herstellung von Prototypen und die Produktion von kleinen bis mittelgroßen Teilen, insbesondere bei speziellen Anwendungen. Dienstleistungen im Bereich Vakuumformung die sowohl dünne als auch dicke Anwendungen unterstützen.
Was ist Druckumformung?
Die Druckformung baut auf der Vakuumformung auf, indem sie Luftüberdruck auf der Nicht-Werkzeugseite, während auf der Werkzeugseite ein Vakuum oder eine Klemmung verwendet wird. Durch den zusätzlichen Druck wird die erweichte Platte fest in die Formhohlräume gepresst, wodurch die Oberflächenwiedergabe, die Schärfe und die Kantenschärfe deutlich verbessert werden - und die Lücke zur Ästhetik des Spritzgusses geschlossen wird. Das Verfahren ist teurer (stabilere Werkzeuge, komplexere Schließ- und Drucksysteme), aber es ist die erste Wahl, wenn es um kosmetische Aspekte und feine Strukturen geht (Automobilblenden, hochwertige Gehäuse, Verkleidungen im Einzelhandel), insbesondere bei anspruchsvollen Automobilanwendungen.
Was ist Thermoformung?
Thermoformen (der Oberbegriff) ist der allgemeine Prozess der Erwärmung, Formung und Abkühlung einer thermoplastischen Platte. Es umfasst Einzelplattenverfahren (Vakuum- und Druckformung), Doppelblatt (zwei Platten, die zu hohlen, strukturellen Teilen geformt und verschmolzen werden) und kontinuierliches/rotierendes Thermoformen für einen sehr hohen Durchsatz. Thermoformen wird in allen Branchen eingesetzt, von der Verpackung über die Innenausstattung von Kraftfahrzeugen bis hin zu Gehäusen für medizinische Geräte, wobei die Wahl des Materials häufig von den Leistungsanforderungen abhängt, die in professionellen Materialführer. Die wichtigsten Kontrollpunkte sind die Gleichmäßigkeit der Erwärmung, die Temperatur des Rohlings, die Umformgeschwindigkeit und die Abkühlung des Teils - sie entscheiden über die Wanddickenverteilung, die optische Klarheit und die Maßhaltigkeit.
Was ist Thermoformung?
Was sind die Unterschiede zwischen Vakuumformung, Druckformung und Thermoformung?
Prozess - Schritt für Schritt (was tatsächlich passiert)
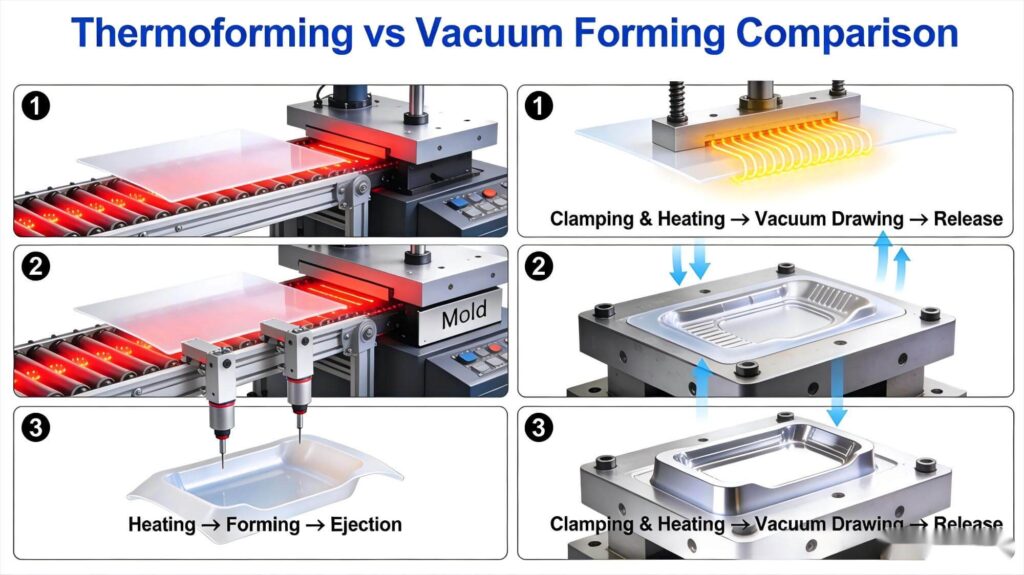
Was ist das Vakuumformverfahren?
Klemmen Sie eine thermoplastische Platte in den Rahmen.
Wärme (in der Regel IR-Strahlungszonen), bis das Blech die Formgebungstemperatur erreicht.
Senken Sie den Rahmen auf eine einseitige Form und ziehen Sie ein Vakuum an, um die Platte an die Form zu ziehen.
So lange aufbewahren, bis sie so weit abgekühlt sind, dass sie ihre Form behalten.
Entformen und Beschneiden/Überschussentfernung.
Vakuumformverfahren
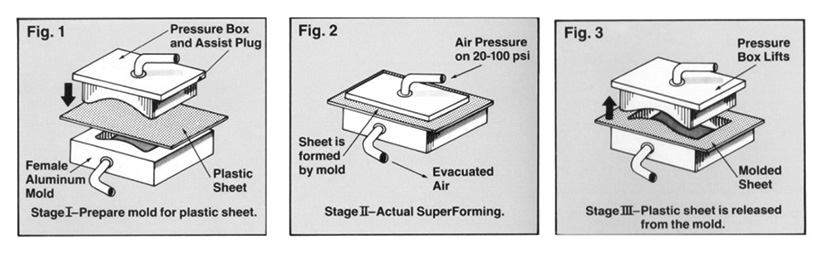
Was ist das Druckformverfahren?
Dieselben ersten Schritte wie beim Vakuumformen, jedoch vor oder während des Kontakts mit der Form, Luft unter Druck anwenden auf der Seite, die nicht zur Form gehört (manchmal nach dem ersten Ansaugen). Diese Luft drückt das Material in feine Formdetails und ermöglicht eine genauere Nachbildung von Texturen und scharfen Merkmalen. Die Maschinen verfügen über stärkere Klammern, Druckkammern und eine feinere Heizungssteuerung, um gleichmäßige Materialeigenschaften zu gewährleisten.
Druckumformungsprozess
Was ist das Thermoformverfahren?
“Thermoformen” beschreibt den gesamten Ablauf - Erwärmung, Formung (Vakuum, Druck oder andere), Abkühlung, Beschneiden - sowie Varianten (Twin-Sheet, Billow, Plug Assist, Rotary). Sie werden Plug Assists sehen, die verwendet werden, um den Materialfluss für Tiefziehvorgänge zu steuern, Billow-Forming, um die Dickenverteilung zu steuern, und Twin-Sheet, bei dem zwei angepasste Formen geformt und dann zusammengepresst werden, um hohle Teile zu erzeugen, wie sie häufig bei kundenspezifischen Produkten verwendet werden. Herstellung von Kunststoffprodukten.
Werkzeugbau - Kosten, Material, Oberfläche und Lebenszyklus
Formwerkzeuge für die Vakuumformung
Gemeinsame Optionen: Holz, Epoxid/Verbundstoff, CNC-gefrästes Aluminium. Holz ist schnell/günstig für Prototypen; Aluminium (massiv oder gegossen) ist das Arbeitspferd für mittlere bis hohe Stückzahlen und bietet wiederholbare Kühlung und feine Oberflächengüte. Erwarten Sie kürzere Vorlaufzeiten und niedrigere Kosten als bei Spritzgussformen. Planen Sie die Oberflächenbeschaffenheit der Form so, dass sie dem gewünschten kosmetischen Finish entspricht (geschliffen/lackiert für Prototypen, bearbeitet/strukturiert für die Produktion).
Werkzeuge für die Druckumformung
Denn beim Druckumformen wirken höhere Kräfte, die Formen müssen steifer und feiner verarbeitet sein - in der Regel CNC-Aluminium mit möglicher Wasserkühlung oder mehreren Einsätzen. Die Werkzeugtoleranzen sind enger und die Übertragung der Oberflächentextur ist buchstäblicher, so dass die Werkzeugvorbereitung und die Politur wichtiger sind. Die Werkzeugkosten sind höher als beim Vakuumformen (aber immer noch deutlich niedriger als bei Spritzgusswerkzeugen aus Stahl).
Formwerkzeuge für die Thermoformung (Twin-Sheet, Rotation)
Das Twin-Sheet-Verfahren erfordert abgestimmte Ober- und Unterwerkzeuge und eine genaue Ausrichtung; das Rotationstiefziehen verwendet zylindrische Formen und ist kapitalintensiv, eignet sich aber hervorragend für kontinuierliche Hochgeschwindigkeits-Verpackungslinien.
Anwendung - wo jede Methode am besten passt
Anwendungen der Vakuumverformung
Große Platten, Schalen, Autozubehör, Verpackungsschalen, POS-Displays, Geräteauskleidungen, kostengünstige Gehäuse. Wenn Sie große, schnelle Teile mit bescheidenen kosmetischen Anforderungen benötigen, bietet sich das Vakuumformen an - und zwar sowohl Dünnwandig und dickwandig Produktion.
Auto-Dachboxen
Anwendungen der Druckumformung
Hochkosmetische Komponenten: Instrumentenabdeckungen, Abdeckungen für Unterhaltungselektronik, Innenverkleidungen für Kraftfahrzeuge und andere Teile, bei denen Oberflächendetails, Schärfe und Texturwiedergabe entscheidend sind. Es ist eine gute Alternative zum Spritzgießen, wenn die Stückzahlen im mittleren Bereich liegen und die Oberflächentreue wichtig ist.
Anwendungen des Thermoformens
Breit gefächert: von dünnen Einwegverpackungen (PET-Schalen) bis hin zu doppelwandigen Strukturbauteilen (Hohlpaletten, Kanäle) und Verbraucherteilen in mittleren Auflagen (Kühlschränke, Armaturenbretter). Die Flexibilität des Thermoformens macht es zur ersten Wahl für die Herstellung von Prototypen bis hin zu großen Produktionsmengen.
Vorteile - die wahren Stärken
Vorteile der Vakuumformung
Niedrige Werkzeugkosten und kurze Vorlaufzeit.
Gut für große Teile, die im Spritzgussverfahren teuer wären.
Einfache Maschinen, leicht zu skalieren für kleine Auflagen.
Vorteile der Druckumformung
Höhere Oberflächentreue und die Fähigkeit, feine Texturen zu erfassen.
Bessere Kantenschärfe und weniger Faltenbildung im Vergleich zum Vakuumformen.
Kann sich dem spritzgegossenen Aussehen für Kosmetika annähern.
Vorteile des Thermoformens (Regenschirm)
Materialvielfalt und Wiederverwertbarkeit; kostengünstige Werkzeuge für viele Anwendungsfälle; schnelle Iteration. Twin-Sheet öffnet strukturelle Hohlkörper ohne sekundäre Montage; Rotationssysteme ermöglichen einen sehr hohen Durchsatz für die Verpackung.
Nachteile - die realistischen Grenzen
Nachteile des Tiefziehens
Begrenzte Feinheiten und Hinterschneidungen; schwierigere Einhaltung enger Maßtoleranzen; dickere/dünnere Stellen (Ausdünnung) beim Zeichnen tiefer Formen.
Nachteile der Druckumformung
Höhere Werkzeug- und Maschinenkosten als bei der Vakuumformung; etwas längerer Zyklus/Rüstung; immer noch nicht so gut wie das Spritzgießen für komplexe Teile mit mehreren Merkmalen und engen Toleranzen.
Nachteile des Thermoformens
Materialabfälle durch Beschnitt (obwohl Beschnitt oft wiederverwertet werden kann) und konstruktive Einschränkungen wie Ziehverhältnisse, Entformungswinkel und Mindestradien müssen beachtet werden, sonst gibt es Risse und Gurtband.
Kosten - Werkzeug, pro Teil und Mengenvorgabe
Werkzeuge für die Thermoformung sind wesentlich geringer als Spritzgießwerkzeuge. Typische Thermoformwerkzeuge fallen in der Regel in einen sehr breiten Bereich (grobe Faustformel: $2k-$30k je nach Material und Komplexität; viele liegen zwischen $4k-$7k für Standard-Aluminium-Werkzeuge). Vakuumformwerkzeuge können für Prototypen billiger sein (Holz/Epoxid); Druckformwerkzeuge sind wegen der Anforderungen an Steifigkeit und Oberflächengüte teurer. Die Kosten pro Teil hängen vom Material, der Zykluszeit, der Ausschuss-/Beschnittausbeute und den Endbearbeitungsvorgängen ab; verteilen Sie die Werkzeugkosten über das erwartete Volumen, um die Amortisation pro Teil zu erhalten (Beispiel: ein $3k-Werkzeug über 3.000 Teile entspricht $1,00 pro Teil). Bei mittleren Stückzahlen, bei denen Spritzgießwerkzeuge unerschwinglich sind, kann das Druckformen eine überzeugende kosmetische Alternative sein.
Wohlstand - Markttrends und wachsende Nachfrage
Nachhaltige Verpackung: PET-Thermoformen mit PCR-Gehalt nehmen im Rahmen von Kreislaufwirtschafts- und EPR-Vorschriften zu - thermogeformte Schalen sind ein Hauptziel für die Aufnahme von recyceltem Inhalt.
Ästhetische KonsumgüterDruckumformung: Die Druckumformung ermöglicht es, Oberflächen- und Texturtrends ohne Spritzgusswerkzeuge zu erfassen.
Leichte Strukturteile: Das Twin-Sheet-Thermoformen ersetzt schwerere Metall- oder Schweißbaugruppen für Gehäuse und Hohlkörper.
Automatisierung und Qualitätskontrolle: IR-Sensorik und zonierte Heizung sorgen für bessere Wiederholbarkeit und weniger Ausschuss. Diese Trends bedeuten, dass die Thermoformung in den Bereichen Verpackung, Medizin, Automobil und Haushaltsgeräte weiterhin gut läuft.
Verwendete Materialien - typische Kunststoffe und Auswahlregeln
Kunststoff für das Vakuumformen
ABS, HIPS (hochschlagzähes Polystyrol), PETG, PVC, Acryl (PMMA) für optische Zwecke, Polycarbonat (wenn Schlagfestigkeit erforderlich ist), Polypropylen für flexible Teile. Die Wahl hängt von der Schlagzähigkeit, der chemischen Beständigkeit, der FDA/medizinischen Kompatibilität und davon ab, wie leicht sich die Platte bei verarbeitbaren Temperaturen verformen lässt.
Elektronik und Elektrogeräte
Kunststoff für die Druckformung
Ähnliche Polymere wie bei der Vakuumformung, aber bei der Druckformung werden oft Materialien bevorzugt, die Details gut halten (ABS, PETG, einige PC-Sorten und technische Mischungen). Dünnwandige amorphe Materialien können eine ausgezeichnete Oberflächenklarheit und Texturübertragung bieten.
Kunststoff für die Thermoformung (Twin-Sheet / Struktur)
HDPE und PET für Verpackungen und wiederverwertbare Schalen; ABS und PC für strukturelle und kosmetische Teile; speziell formulierte Platten für medizinische sterilisierbare Gehäuse oder flammhemmende Anwendungen. Im Twin-Sheet-Verfahren können auch unterschiedliche Platten verwendet werden, um Steifigkeit und Oberflächengüte zu kombinieren.
Tipps zu Design und Herstellung (tiefgründig, praktisch - Dinge, die Wettbewerber oft übersehen)
Ziehverhältnis zuerst - Halten Sie das Verhältnis von Tiefe zu Breite bescheiden (idealerweise nahe bei 1:1, vermeiden Sie Extreme). Wenn Sie tiefe Taschen benötigen, verwenden Sie Plug-Assists oder teilen Sie das Teil.
Entwurfswinkel sind wichtig - vertikale Wände benötigen in der Regel 3°-5° Zugluft (mehr bei weiblichen Formen und raueren Oberflächen). Ein unzureichender Luftzug führt zum Verkleben und zu Rissen.
Steuerung von Heizzonen - Verwenden Sie eine zonierte IR-Heizung, um eine gleichmäßige Temperatur zu erreichen; andernfalls kommt es zu dünnen Stellen und uneinheitlicher Formgebung. Erwägen Sie berührungslose IR-Pyrometer für die Qualitätskontrolle.
Plan für Trimm & Schrott - Beim Thermoformen fällt Verschnitt an; planen Sie die Verschachtelung, um den Verschnitt zu reduzieren, und prüfen Sie die Recyclingwege für die Verschnitte (viele Thermoformer führen den Verschnitt in einen geschlossenen Mahlkreislauf zurück).
Oberflächenbehandlung - zuerst die Form - Wenn es auf die kosmetische Oberfläche ankommt, muss die Formoberfläche stimmen (SPI-Polierstufen, Texturen) - der geformte Kunststoff wird das Werkzeug widerspiegeln. Beim Druckformen werden Details viel besser übertragen als beim Vakuumformen.
Twin-Sheet für Struktur - Wenn Sie Hohlraumfestigkeit, integrierte Rippen oder versiegelte Hohlräume ohne Montage benötigen, ist die doppelseitige Montage in Bezug auf Gewicht und Kosten bei mittleren Stückzahlen oft besser als die mehrteilige.
Häufige Fallstricke (und wie man sie vermeidet)
Entwerfen Sie mit der Denkweise des Spritzgießens (enge Rippen, winzige Vorsprünge, scharfe Innenecken) - vergrößern Sie stattdessen die Merkmale, fügen Sie Verzug und Radius hinzu und akzeptieren Sie Abweichungen in der Wandstärke.
Erwarten Sie, dass das Vakuumformen feine Texturen reproduziert - verwenden Sie das Druckformen, wenn Sie scharfe Texturen oder Optiken benötigen.
Unterschätzung der Lebensdauer von Werkzeugen - Holz-/Epoxidformen sind billig, nutzen sich aber ab; planen Sie Ersatz oder Aufrüstung ein, wenn das Volumen wächst.
Fazit - was soll man wählen?
Prototypen und Kleinserien, große Teile, einfache Kosmetik → Tiefziehen.
Mittleres Volumen + hohe Oberflächenqualität + detaillierte Texturen → Druckumformung.
Hohle Strukturteile oder sehr spezifische Verpackungen mit hohem Durchsatz → Twin-Sheet- oder Rotations-Tiefziehverfahren. Die Flexibilität des Thermoformens, die niedrigeren Werkzeugkosten und die Materialoptionen machen es zu einer hervorragenden Alternative zum Spritzgießen, wenn Volumen, Ästhetik und strukturelle Anforderungen richtig ausbalanciert sind. Verwenden Sie die obige DFM-Checkliste (Ziehverhältnis, Verzug, Heizungssteuerung, Werkzeugauswahl), um Angebote zu erhalten, die die tatsächliche Herstellbarkeit widerspiegeln.
Praktische einseitige Checkliste zum Mitbringen bei Angeboten
Endgültige Teileabmessungen und Zieltoleranz
Material (Marke/Güteklasse) und ob PCR/Lebensmittelqualität erforderlich ist
Erforderliche Nebenarbeiten (Zuschnitt, CNC, Druck, Schweißen) Bitten Sie die Lieferanten um ein Angebot: (a) Prototyp-Werkzeuge (Holz/Epoxid), (b) Aluminium-Produktionswerkzeuge und (c) Kosten pro Teil bei einer Stückzahl von 1.000 / 5.000 / 20.000, damit Sie die Werkzeugauswahl amortisieren können.
Sprechen Sie jetzt mit unseren Experten
Wenn Sie wollen, können wir das tun:
ein CAD-Modell mit DFM-Prüfungen für das Thermoformen zu überprüfen,
Materialqualitäten vorschlagen (einschließlich PCR/PET-Optionen für wiederverwertbare Verpackungen), und
einen Kostenvergleich für 3 Szenarien (schneller Prototyp, Druckumformung in der Mitte der Auflage, Doppelblech für die Struktur).
Sprechen Sie mit unseren Experten jetzt - Stellen Sie uns Teiledrucke oder eine STEP-Datei zur Verfügung, und wir führen die DFM-Checkliste durch und geben praktische Hinweise für die nächsten Schritte.
Wunderbar! Teilen Sie diese Nachricht:
Wenn dieser Leitfaden hilfreich war, teilen Sie ihn bitte mit anderen - kleine Favoriten: LinkedIn für Branchenkollegen, Produktteams oder Ihren Beschaffungsleiter. Möchten Sie diesen Leitfaden als einseitige PDF-Datei oder als Foliendatei für Kundengespräche umschreiben? Sagen Sie Bescheid und ich konvertiere ihn mit Schwerpunktfolien (Werkzeuge, Kosten, DFM-Checkliste, Fallbeispiele).
TKP Plastic ist Chinas führender Anbieter von Vakuumformungslösungen. Wir zeichnen uns durch unser Engagement für Innovation, kompromisslose Qualität und absolute Kundenzufriedenheit aus. Dank unseres Fachwissens sind wir in der Lage, Projekte zu liefern, die sich durch Kosteneffizienz, komplexes Design und nachhaltige Fertigung auszeichnen. Gehen Sie eine Partnerschaft mit TKP ein, um Ihre Visionen mit Präzision und Zuverlässigkeit zu verwirklichen.