Talk to Our Engineer, Get a Solution in 20 minutes
Our engineers are the expert in vacuum forming products, you can let them know any requirements and specific demands, then they work out the solution soonest and send back it for free.
Real talk for designers, buyers and engineers who want practical answers — not PR copy.
Introduction — one honest snapshot before we dig in
Why this question matters, and what you’ll get from reading. Vacuum forming is the quiet workhorse behind a lot of things you touch: snack trays, prototype housings, in-store display shells, and the plastic liners holding electronics on a shelf. It’s cheap, fast and flexible. That’s why some people treat it like a guilty pleasure and others like an engineering superpower. The truth is both more useful and more annoying: vacuum forming isn’t magically “green” or “dirty.” Its sustainability depends on choices — the polymer, the design, the factory habits, and what happens to the part after you stop needing it. This article walks through those choices in plain language and gives you the exact questions to ask suppliers so you stop guessing.

Short technical refresher — so the rest makes sense.
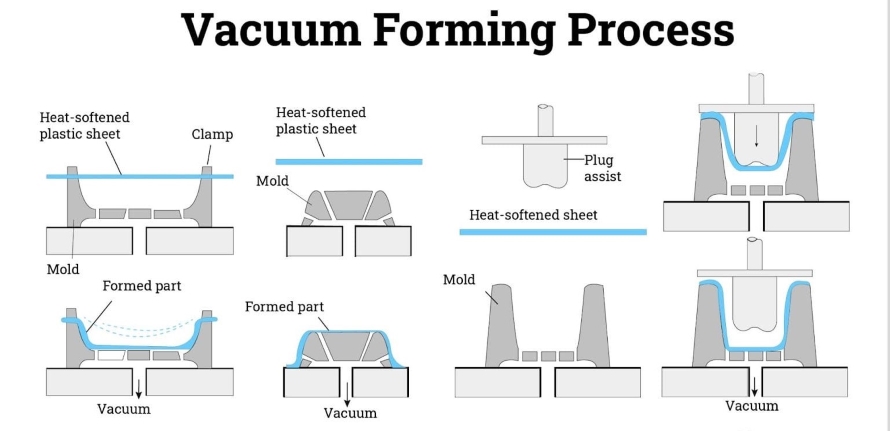
How the process works. Vacuum forming heats a flat plastic sheet until it becomes soft, then sucks it over a mold and trims it. That simplicity explains its advantages: simple tooling, fast setup, and low cost for short runs. It’s not a black box — it’s a workbench process.
Why that matters for green thinking. Because tooling is cheap, you can prototype more and avoid huge upfront waste tied to heavy molds. Because sheets are thin, parts are often lighter than alternatives. But none of this guarantees a low-impact product — that still comes down to what the sheet is made of and what you plan to do with the finished piece.
Picking the right plastic is the single biggest sustainability lever.
Not all plastics are created equal. Say the word “plastic” and people hear doom. But PET, HDPE, PC, ABS — each behaves differently at end-of-life. Some feed clean recycling streams in many places. Others don’t. And “bioplastic” isn’t a shortcut to virtue; many biopolymers need industrial composting, and the waste system may not provide that.
Designers: start with material constraints. If you want a part that can actually be recycled, design it to be mono-material (one polymer family), and pick a polymer that local recyclers accept. If you pick a fancy multi-layer sheet or add permanent adhesives and foils, you’ll have a beautiful part that can’t be processed at end-of-life.
Three concrete situations where it’s often the greener choice.
Low tooling burden for short runs. If you’re making a few hundred or a few thousand units, vacuum forming avoids the carbon and cost of hardened steel molds. That matters when you’re iterating designs — less sunk carbon per concept.
Lightweighting and transport savings. Thin-formed plastic parts can replace heavier materials (metal, thick plywood, foam) in some applications. Lighter boxes, lower shipping weight — that actually reduces fuel and emissions downstream.
In-plant scrap can be reclaimed. Trim offcuts aren’t automatically waste. Many good shops segregate, grind, and re-extrude trim into new sheet. That closes the loop — if you require it.

Why sales samples and showroom displays often become problems.
Single-use thinking. Cheap displays and blister packs are designed for one campaign. They look fine. They’re cheap. Then they get binned. That’s not a process failure — it’s a design and procurement decision.
Material mixes and coatings. Glue, laminates, metal inserts, printed coatings: each “value add” can ruin recyclability. The greener route is to design for serviceable or removable elements and avoid permanent bondings where possible.
Local recycling mismatch. A part might be technically recyclable, but if the local system doesn’t accept that polymer, it’s effectively landfill. “Recyclable” without region-specific evidence is a red flag.
Good signals, not magic spells.
Biobased options have caveats. PLA and other biopolymers reduce fossil input, but they often need specific industrial composting. That’s fine for some products and useless for others. And bioplastics can behave differently on the press — sometimes they crack on deep draws.
Recycled content helps the market. Using recycled-content sheet is one of the most powerful moves you can make: it lowers embodied carbon and builds demand for reclaim. But it needs traceability. Don’t accept a “we use recycled material” claim without a supplier certificate.
Simple, specific steps that factories, designers and buyers can implement now.
Practical design moves. — Choose mono-material designs. — Use ribs and geometry to reduce thickness without losing strength. — Replace permanent stickers with laser marking or removable labels.
Factory-level steps. — Segregated scrap bins and clear SOPs for trim handling. — Basic regrind or local recycler contracts — even small shops can do this. — Oven and heating efficiency: better insulation and zoned heating reduce energy per part.
Procurement actions. — Specify minimum recycled content (e.g., 20–30%) and require mill certs. — Add scrap-reclamation requirements to vendor contracts. — Ask for an EPD or an LCA for bigger projects.
What to insist on when you commission an LCA (and what numbers actually matter).
Include multiple scenarios. Compare: virgin plastic part, same part with PCR content, and a reasonable alternative (metal, molded fiber, etc.). Vary recycling rates and transport distances. Don’t accept a single-number headline — ask for scenario sensitivity.
Focus on the dominant drivers. Raw material sourcing and end-of-life tend to dominate for thin plastic parts. Tooling amortization matters for small runs. Transport matters if you change material density dramatically.
Copy these straight into an RFQ or purchase order.
If they can’t answer these cleanly, don’t sign off yet.
What a pragmatic shop can do even without big investments.
Start with organization. Labelled scrap bins, a simple SOP, and a weekly pickup to a recycler will move the dial more than a glossy sustainability statement. Standardize a couple of sheet grades across products so you can demand PCR and traceability. Improve oven insulation or fix heat leaks. Those are cheap, practical, and they show intent.
You’ll hear both doom and salvation — both sides have truth. Use them.
Vacuum forming is a technique, not a sentence. It can be part of a lower-impact strategy — especially for lightweight parts, prototyping and short runs — if you pick recyclable materials, design for mono-material recovery, and require scrap recapture. But it can also be a fast route to more disposable waste if you default to single-use designs, mixed materials, or ignore the local end-of-life reality. The right call is contextual: specify, verify, and design for the life the part will actually have.
Use this as a minimum acceptance annex.
Insist on these scenarios and sensitivity checks.

TKP Plastic is China's leading provider of vacuum forming solutions. We are defined by our commitment to innovation, uncompromising quality, and total customer satisfaction. Our expertise enables us to deliver projects that excel in cost-effectiveness, intricate design, and sustainable manufacturing. Partner with TKP to bring your vision to life with precision and reliability.


