Talk to Our Engineer, Get a Solution in 20 minutes
Our engineers are the expert in vacuum forming products, you can let them know any requirements and specific demands, then they work out the solution soonest and send back it for free.
Thermoforming, vacuum forming and pressure forming live in the same family but play different roles at the shop floor. This guide walks through each process step-by-step, shows where they shine (and where they don’t), and adds practical, design-forward advice you can’t get from a skim-over comparison — including tooling realities, material behavior, DFM rules, sustainability trade-offs and when to choose twin-sheet or rotary variants for structural parts. I’ll also point out common mistakes engineers make when switching a design from injection molding to thermoforming, and give quick rules-of-thumb you can use in quotes or early cost estimates. For real-world production context, these processes are widely applied across custom projects handled by professional thermoformers such as Best Vacuum Forming.
Short version: vacuum forming is a type of thermoforming. Thermoforming is the umbrella: heat a thermoplastic sheet, form it over/into a mold, and cool. Within that umbrella you’ll commonly see vacuum forming (use suction to pull the sheet to the mold), pressure forming (use pressurized air + vacuum for higher detail), and twin-sheet / rotary / billow variants for specific part types. Think of vacuum forming as the low-cost, fast, large-part option; pressure forming as the higher-fidelity thermoforming method; and twin-sheet/rotary as specialized branches for hollow or very fast parts.
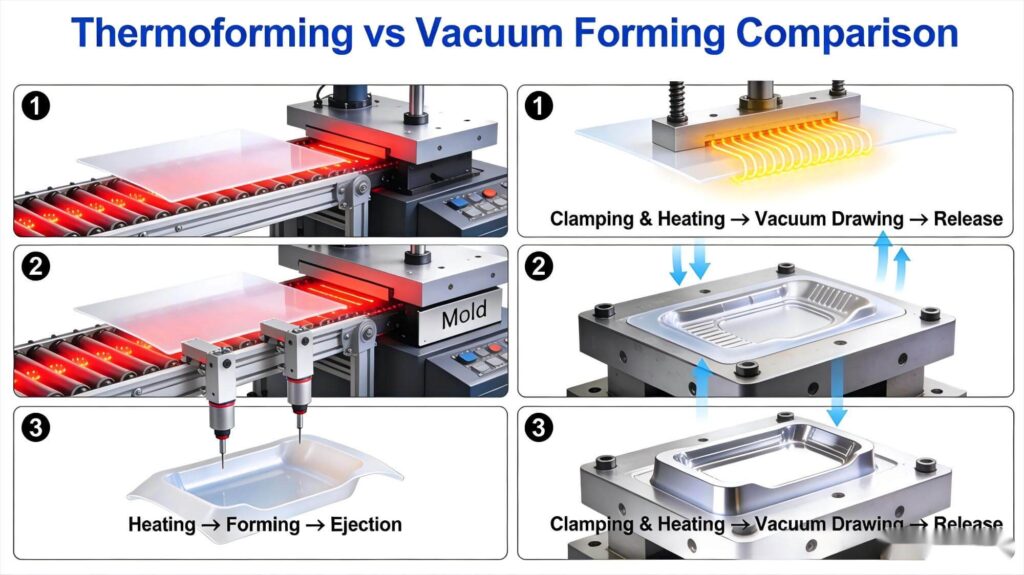
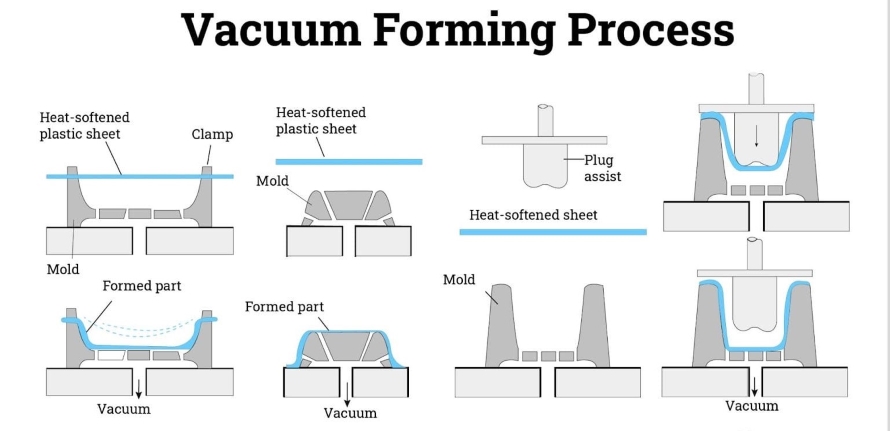
Vacuum forming heats a thermoplastic sheet until pliable, drapes it over (or into) a single-sided mold, then removes the air beneath the sheet with a vacuum so atmospheric pressure forces the plastic to conform. After cooling, the formed skin is trimmed and finished. It’s a simple, robust method ideal for large parts and gentle detail (rounded corners, smooth faces) — examples: trays, point-of-sale displays, appliance liners and some medical trays. Because tooling can be wood, epoxy or aluminum, vacuum forming is popular for prototyping and low-to-medium production, especially in dedicated vacuum forming services supporting both thin- and thick-gauge applications.
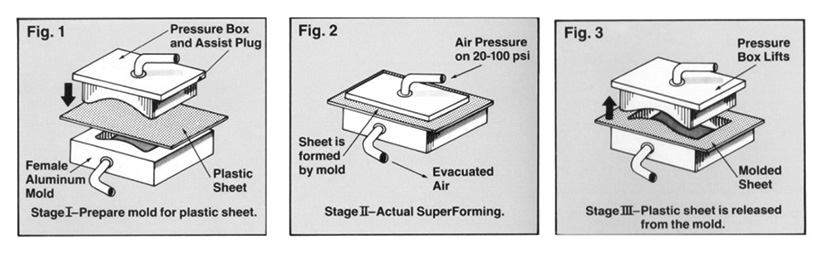
Pressure forming builds on vacuum forming by adding positive air pressure on the non-mold side while using vacuum or clamping on the mold side. The added pressure forces the softened sheet tightly into mold cavities, significantly improving surface replication, sharper features, and edge definition — closing the gap toward injection-molded aesthetics. It costs more (sturdier tooling, more complex clamps and pressure systems), but it’s the go-to when cosmetics and fine textures matter (automotive bezels, high-end housings, retail fascias), particularly in demanding automotive applications.
Thermoforming (the umbrella term) is the general process of heating, forming and cooling a thermoplastic sheet. It includes single-sheet methods (vacuum & pressure forming), twin-sheet (two sheets formed and fused to make hollow, structural parts) and continuous/rotary thermoforming for very high throughput. Thermoforming is used across industries from packaging to automotive interiors to medical device housings, with material choice often driven by performance needs outlined in professional materials guides. Key control points are heating uniformity, blank temperature, forming speed and part cooling — those decide wall-thickness distribution, optical clarity and dimensional stability.
Same initial steps as vacuum forming but, before or during contact with the mold, apply pressurized air on the non-mold side (sometimes after initial vacuum draw). That air forces the material into fine mold details and enables tighter replication of textures and sharp features. Machines include stronger clamps, pressure chambers and finer heating control to ensure even material properties.
“Thermoforming” describes the overall sequence — heating, forming (vacuum, pressure or other), cooling, trimming — plus variants (twin-sheet, billow, plug assist, rotary). You’ll see plug assists used to control material flow for deep draws, billow forming to control thickness distribution, and twin-sheet where two matched molds form and then are pressed together to create hollow parts, commonly seen in customized plastic product manufacturing.
Common options: wood, epoxy/composite, CNC-machined aluminum. Wood is fast/cheap for prototypes; aluminum (solid or cast) is the workhorse for medium–high volume and provides repeatable cooling and fine surface finish. Expect shorter lead times and lower costs than injection molds. Plan for mold surface finish to match desired cosmetic finish (sanded/painted for prototype, machined/textured for production).
Because pressure forming applies higher forces, molds must be stiffer and finer-finished — usually CNC aluminum with possibly water cooling or multiple inserts. Tooling tolerances are tighter and surface texture transfer is more literal, so mold prep and polish matter more. Expect higher tooling cost than vacuum forming (but still well below high-steel injection tools).
Twin-sheet requires matched top/bottom tooling and accurate alignment; rotary thermoforming uses cylindrical molds and is capital-intensive but excellent for continuous high-speed packaging lines.
Large panels, trays, car accessories, packaging clamshells, POS displays, appliance liners, low-cost housings. When you need big, fast parts with modest cosmetic requirements, vacuum forming excels — including both thin-gauge and thick-gauge production.

High-cosmetic components: instrument bezels, consumer electronics faceplates, automotive interior trims and other parts where surface detail, sharpness and texture replication are vital. It’s a strong alternative to injection molding when volumes are mid-range and surface fidelity matters.
Broad: from thin disposable packaging (PET trays) to structural twin-sheet components (hollow pallets, ducts) and medium-run consumer parts (fridges, dashboards). Thermoforming’s flexibility makes it a first choice for prototyping through many production volumes.
Tooling for thermoforming is substantially lower than injection molds. Typical thermoforming tools commonly fall in a very wide range (rough rule-of-thumb: $2k–$30k depending on material & complexity; many fall between $4k–$7k for standard aluminum tooling). Vacuum forming tooling can be cheaper (wood/epoxy) for prototypes; pressure forming tooling skews higher because of stiffness and finish requirements. Per-part cost depends on material, cycle time, scrap/trimming yield and finishing operations; allocate tooling cost over expected volume to get per-piece tooling amortization (example: a $3k tool over 3,000 parts is $1.00 per part). For mid volumes where injection molding tooling is prohibitively expensive, pressure forming can be a compelling cosmetic alternative.
ABS, HIPS (high-impact polystyrene), PETG, PVC, acrylic (PMMA) for optics, polycarbonate (when impact resistance is needed), polypropylene for flexible parts. Choice depends on impact, chemical resistance, FDA/medical compatibility, and how easily the sheet forms at workable temperatures.

Similar polymers as vacuum forming, but pressure forming often favors materials that hold detail well (ABS, PETG, some grades of PC and engineered blends). Thin gauge amorphous materials can give excellent surface clarity and texture transfer.
HDPE and PET for packaging and recyclable trays; ABS and PC for structural and cosmetic parts; specially formulated sheets for medical sterilizable housings or flame-retardant applications. Twin-sheet can also use dissimilar sheets to combine stiffness and surface finish.
If you want, we can:
Talk to our experts now — provide part prints or a STEP file and we’ll run the DFM checklist and give practical next steps.
If this guide helped, please share — small favorites: LinkedIn for industry peers, product teams, or your procurement lead. Want this rewritten as a one-page PDF or slide deck for client pitches? Say the word and I’ll convert it with focus slides (tooling, costs, DFM checklist, case examples).

TKP Plastic is China's leading provider of vacuum forming solutions. We are defined by our commitment to innovation, uncompromising quality, and total customer satisfaction. Our expertise enables us to deliver projects that excel in cost-effectiveness, intricate design, and sustainable manufacturing. Partner with TKP to bring your vision to life with precision and reliability.


